「この寸法、本当に大丈夫ですか?」と聞かれて答えられますか?
設計図を描いて、製造部門に渡した後、「この部品の工程能力、大丈夫ですか?」と品質担当者から聞かれたことはありませんか?
私自身も、設計者として駆け出しのころ、この質問を受けるたびに内心焦っていました。図面上の公差は計算しているのに、「工程能力指数(CPK)」という言葉が出た途端、何を確認すればいいのかわからなくなるのです。
この記事では、20年以上の機械設計経験をもとに、工程能力指数CPKの意味・計算・活用法を、初心者の方にもわかりやすく解説します。CPKをきちんと理解すれば、設計した部品が「本当に量産で通用するか」を数字で判断できるようになります。
工程能力指数とは何か?なぜ必要なのか
バラつきを無視した設計は危険
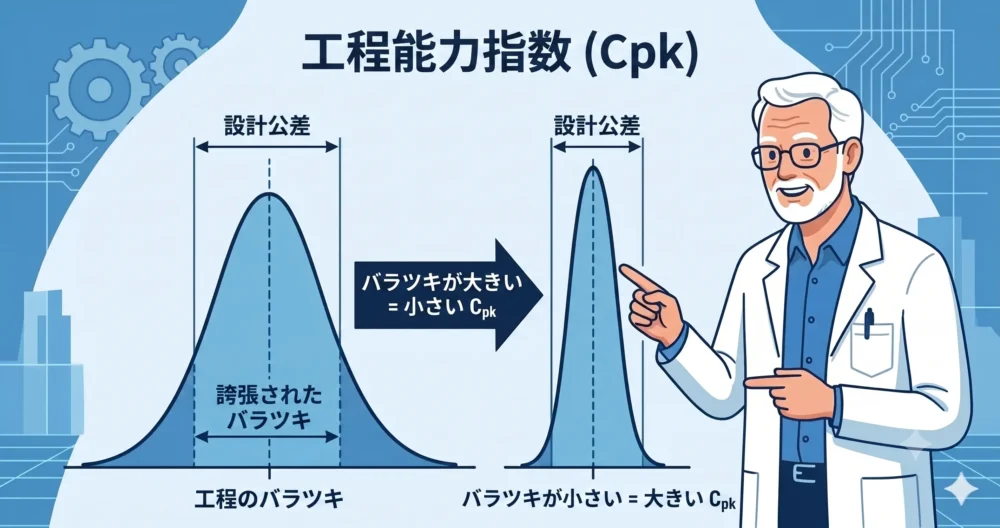
機械部品の加工には、必ず「バラつき」があります。たとえば図面に「φ20±0.01mm」と指定したとしても、加工現場では毎回ぴったり20.000mmにはなりません。工具の摩耗、素材のロット差、機械の熱変形……さまざまな要因でわずかながら数値がずれます。
問題は「どれくらいバラつくか」が製品の品質を左右するということです。
工程能力指数は、この「加工のバラつき」が「設計公差の範囲」にどれくらい収まっているかを数値化したものです。バラつきが小さければCPKは大きくなり、バラつきが大きければCPKは小さくなります。
Cpとの違いを理解する
似た指標に「Cp(工程能力指数、中心不問版)」があります。Cpはただ「バラつきの幅」と「公差の幅」の比率を見るだけです。
一方、CpkはCpに加えて「加工の中心が公差の中心にどれくらいズレているか」も考慮します。
つまりCpkのほうが実態に即した、より厳しい指標です。現場でよく使われるのはCpkです。
CPKの計算式と見方
基本の計算式
CPKは次の式で計算します:
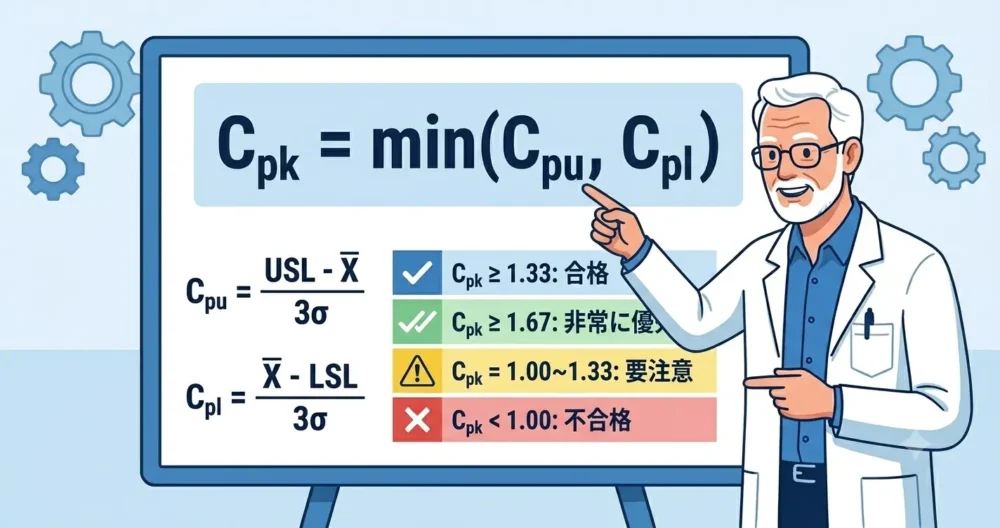
Cpk = min(Cpu, Cpl)
Cpu =(USL − X̄)÷(3σ)
Cpl =(X̄ − LSL)÷(3σ)
ここで:USL=上限規格値 LSL=下限規格値 X̄=測定データの平均値 σ=標準偏差
この「min(最小値をとる)」という部分が重要です。上限側と下限側のどちらか小さいほうを採用することで、「公差の片側に偏りやすい加工」でも見逃さないようにしています。
CPK値の目安と判断基準
CPK値の判断基準(一般的な目安):
・Cpk ≥ 1.67:非常に優秀(自動車業界などの高精度要求水準)
・Cpk ≥ 1.33:合格(多くの製造業で合格ライン)
・Cpk = 1.00〜1.33:要注意・改善推奨
・Cpk < 1.00:不合格(不良品が発生しやすい状態)
Cpk = 1.33が一般的な合格ラインですが、自動車部品や航空宇宙部品では1.67以上を要求されることが多いです。
工程能力が低くなる3つの原因
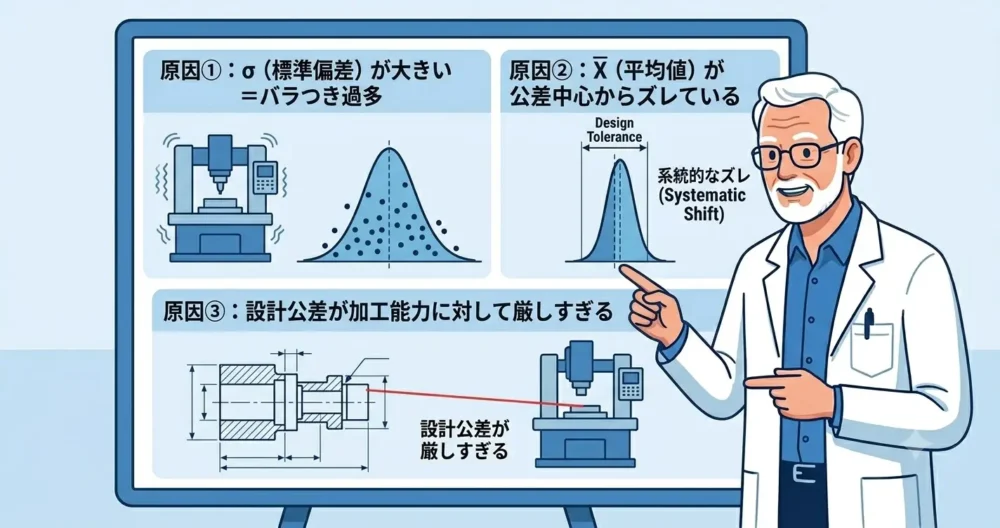
原因①:σ(標準偏差)が大きい=バラつき過多
加工機械の精度不足、工具の摩耗進行、測定方法のばらつきなど、工程そのものに起因するバラつきが大きい場合です。
私自身も経験がありますが、研削盤での精密加工で「なぜか毎回バラつく」という現象が起きたとき、砥石のドレッシングが不十分だったことが原因でした。工具管理の徹底だけでCPKが一気に改善されたことがあります。

原因②:X̄(平均値)が公差中心からズレている
加工の中心が規格の中心から系統的にズレている状態です。工具の初期セッティングのズレや、機械の熱膨張による寸法ドリフトが典型例です。
この場合はバラつき自体は小さくても、CpkがCpよりはるかに低くなります。加工開始前の基準出しと、定期的なオフセット補正が有効です。
原因③:設計公差が加工能力に対して厳しすぎる
設計者として「念のため厳しい公差を入れておこう」と考えがちですが、加工現場の能力を超えた公差設定はCPKを下げる原因になります。設計段階で加工工程の能力(σ値)をある程度把握し、公差設計に反映することが重要です。
CPKを改善するための実践的な方法
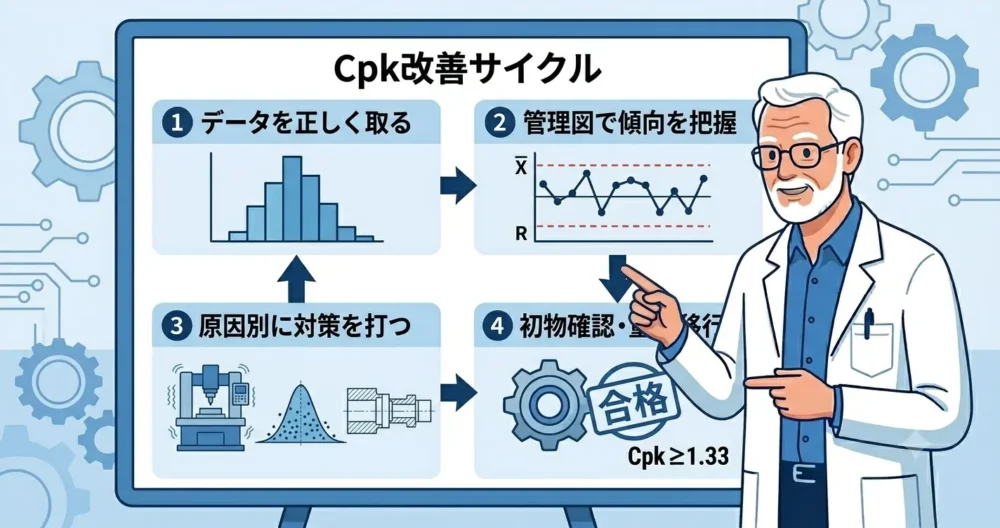
ステップ1:まずデータを正しく取る
CPKの計算は「正規分布を前提」としています。最低でも25〜50個以上のデータを取得し、ヒストグラムで分布の形状を確認しましょう。偏ったヒストグラムや二峰性の分布が見られた場合は、加工工程に何か根本的な問題が潜んでいる可能性があります。
ステップ2:X̄管理図とR管理図でバラつきの傾向を把握する
CPKは「今の瞬間」を見る指標ですが、管理図は「時間的な変化」を見る道具です。両方を組み合わせることで「なぜバラつくのか」の原因追究がしやすくなります。
ステップ3:原因別に対策を打つ
・バラつき過多(σが大)→ 工具管理強化、機械整備、測定方法の標準化
・中心ズレ(X̄のズレ)→ 初期セッティング改善、補正頻度の増加
・公差が厳しすぎる → 設計公差の見直し、加工工程の変更(研削から超仕上げへなど)
ステップ4:初物確認と量産移行基準を設ける
「量産移行前にCPKを確認する文化を作ること」の重要性は、20年以上の設計経験で最も大切なことのひとつです。
初物(量産初期ロット)でCPK = 1.33以上を確認してから量産移行するルールを設けることで、後工程での大規模な不良発生を防ぐことができます。
機械設計者がCPKを活かすための具体的アクション
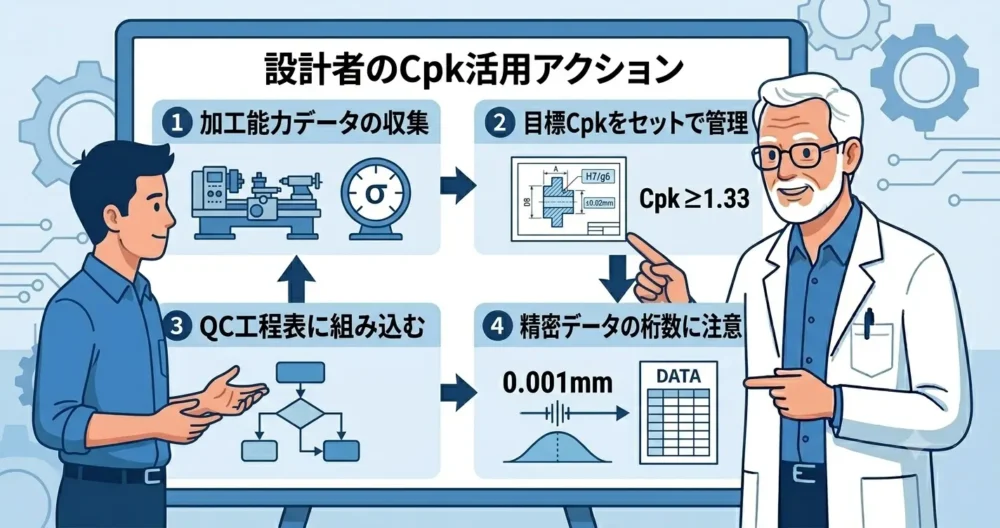
アクション①:図面公差を設計する前に加工能力データを集める
使用予定の加工方法(旋削・研削・放電加工など)ごとに、達成可能なσ値の目安を把握しておきましょう。たとえば汎用旋盤では±0.05mm程度が現実的なバラつきですが、CNC研削盤では±0.002〜0.005mm程度まで絞れることがあります。
アクション②:設計公差とCPK目標値をセットで管理する
公差値だけを図面に書くのではなく、「この公差ではCpk ≥ 1.33を達成すること」という品質目標を製造部門と共有する習慣をつけましょう。
アクション③:QC工程表にCPK確認工程を組み込む
量産開始直後は特に注意が必要です。最初の50〜100個を測定してCPKを計算し、問題があれば即座に工程改善できる仕組みを作ることが大切です。
アクション④:1/1000mm単位の精密加工はデータの桁数に注意する
研削盤などで1/1000mm単位の精密加工を行う場合、度数分布表を作るときはデータの桁数をそのまま使ってください。たとえば「20.001、19.999、20.002」のようなデータであれば、0.001mm単位でクラス幅を設定するのが適切です。
無理に丸めてしまうと、分布の形状が歪んでCPKが正確に計算できなくなります。
まとめ:CPKは「設計と製造をつなぐ共通言語」

工程能力指数CPKは、設計者が「この公差は製造可能か」を判断し、製造部門と共通言語で品質を語るための道具です。
CPKを理解し活用できる設計者は、現場から信頼されます。「図面を描くだけ」ではなく「作れる設計」をする人間として、品質管理の知識は欠かせません。
私自身も若手設計者のころ、CPKの概念を理解してから、製造部門・品質部門との会話の質がぐっと上がった実感があります。ぜひ今日から、自分の設計する部品の公差とCPKの関係を意識してみてください。
──────────────────────────
「設計者としてのスキルをもっと体系的に学びたい」「転職・キャリアアップを考えている」という方は、まず無料キャリア相談をご活用ください。
あなたの経験とスキルを整理し、次のキャリアステップを一緒に考えます。