「旋盤だけじゃダメなの?」軸設計で悩む若手エンジニアへ
「ベアリングが嵌まるシャフト部分は、旋盤で仕上げるだけじゃダメなのかな……」
機械設計を始めたばかりの頃、こんな疑問を持ったことはないでしょうか。図面を見ると「三ツ山指示」に「G(円筒研削)」と書いてあり、コスト計算をすると工数が増える。なぜわざわざ研削が必要なのか、最初はなかなか理解できないものです。
私自身も設計に就いた最初の頃、先輩から「ここは研削入れておいて」と言われながら、「旋削仕上げとの違いって何だろう」と首をかしげていました。実際に現場でトラブルを経験して初めて、「公差と加工方法の選択が、機械の寿命を左右する」ことを骨身に沁みて理解しました。
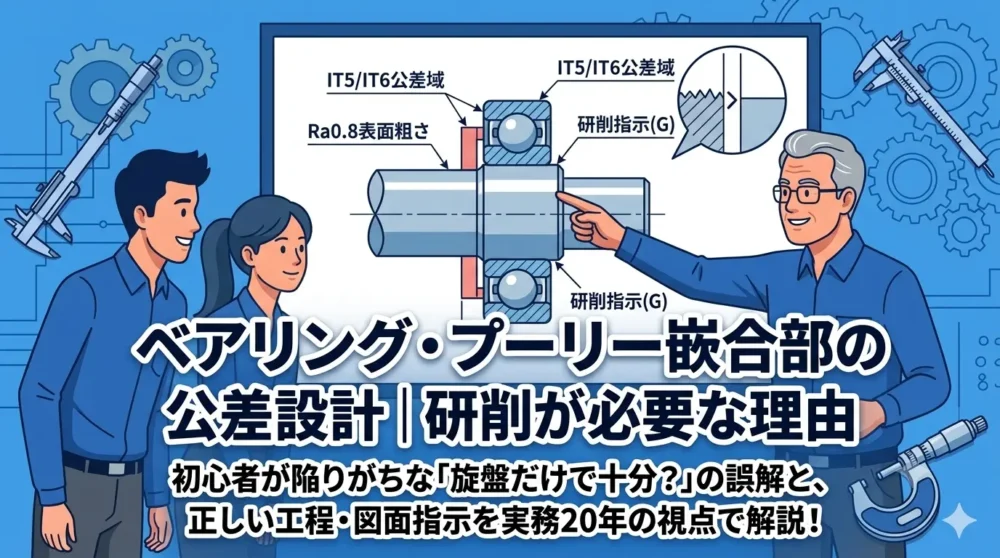
この記事では、ベアリングやプーリーが嵌まるシャフト部分の公差設計と、円筒研削が必要な理由を、実務経験20年以上の視点からやさしく解説します。設計の「なぜ?」を解消して、自信を持って図面が描けるようになりましょう。
問題の本質:「嵌め合い」は機械の命綱
そもそも、なぜシャフトとベアリングの取り付け部にこれほど厳しい精度管理が求められるのでしょうか。
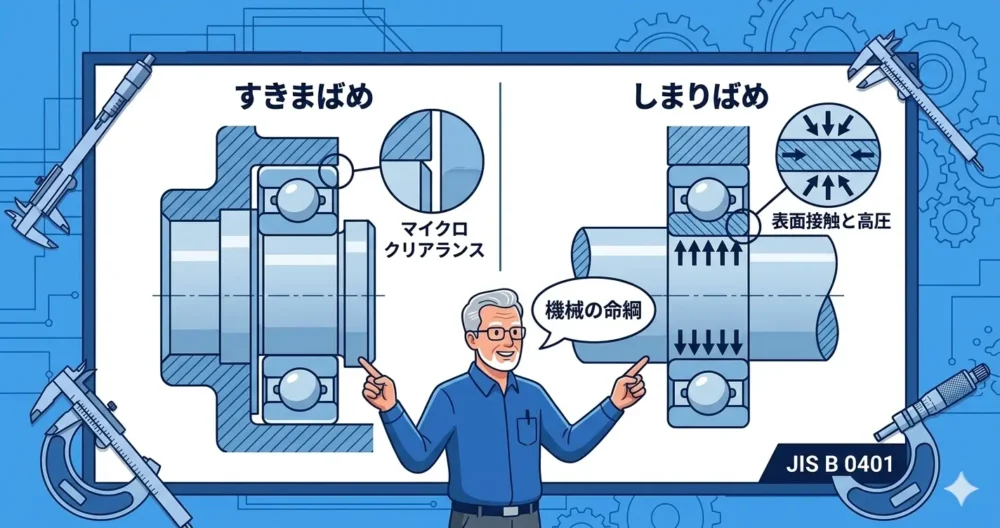
答えは「嵌め合い(はめあい)」の原理にあります。ベアリングやプーリーのボアとシャフト外径の間には、目的に応じて適切な「締め代」または「隙間」を設計する必要があります。この関係を「嵌め合い」と呼び、JIS B 0401に規定されています。
たとえばベアリングの場合、回転する軸に取り付ける内輪は「しまりばめ(圧入)」、ハウジング側の外輪は「すきまばめ(スライドで組み込み可能)」が基本です。このしまりばめによって、軸とベアリング内輪が一体となって回転し、内輪クリープ(内輪だけが滑って回る現象)を防いでいます。
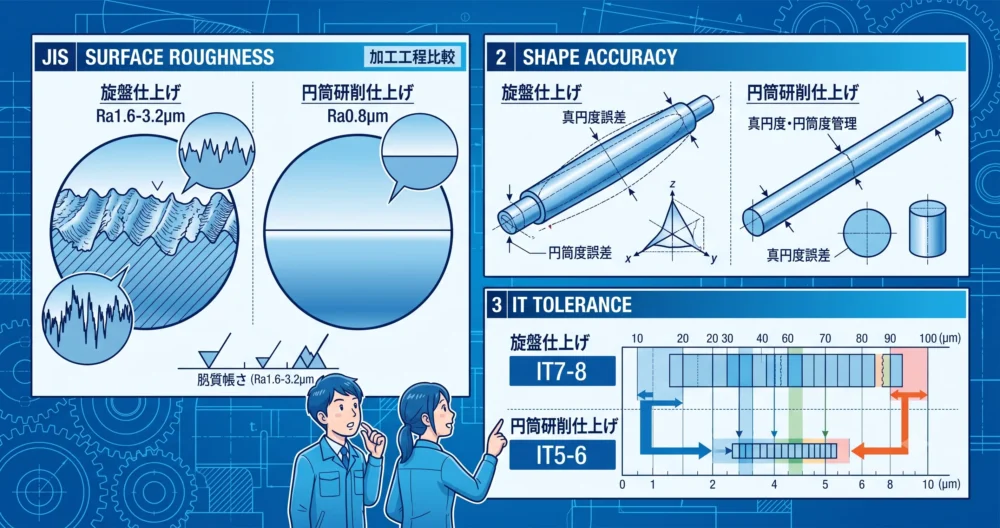
この「締め代」の量は、しばしば数ミクロン(μm)単位の話になります。旋盤加工(旋削)で実現できる寸法精度はおおよそIT6〜IT8レベルが実用範囲ですが、ベアリング嵌合部には多くの場合IT5〜IT6が要求されます。そしてIT5クラスの精度を安定して実現できる加工法が、円筒研削(シリンドリカルグラインディング)です。
なぜ旋盤仕上げだけでは不十分なのか?3つの理由
理由① 旋削の表面粗さと形状精度の限界
旋盤加工は素材を高速で削り出す優れた加工法ですが、切削工具(バイト)を当てて削る性質上、以下の課題があります。
まず表面粗さの問題です。旋盤仕上げの場合、一般的な表面粗さはRa1.6〜3.2μm程度が標準的です。一方、転がり軸受のJISでは内輪嵌合部の面粗さにRa0.8μm以下(Rmax3.2μm程度)が求められることが多く、旋盤仕上げだけでは達成が難しいケースがあります。
次に形状精度(真円度・円筒度)の問題があります。長いシャフトを旋盤で加工すると、工作物の自重やチャッキングの影響で、わずかな曲がりや楕円が生じやすいです。精密な研削盤では砥石の目直しや定寸装置を使って、これらを高精度に管理できます。
理由② 焼入れ後の加工が旋削では困難
これが実務で最もよく出る理由です。
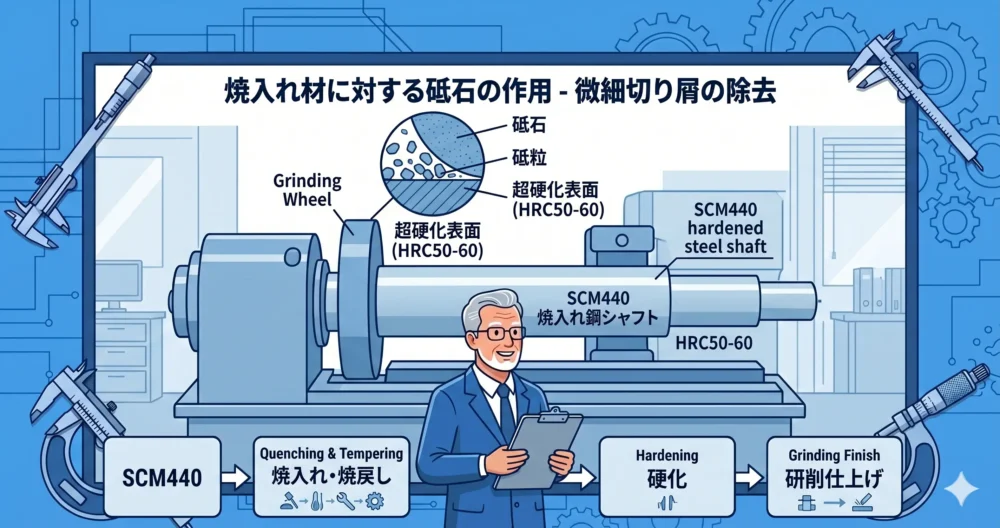
高強度・高耐久が求められるシャフトは、材料(SCM440などの合金鋼)を焼入れ・焼戻し処理して硬化させることがあります。焼入れ後の硬さはHRC50〜60に達し、超硬工具でも旋削加工は非常に困難になります。
しかし砥石を使う研削加工なら、硬化した材料も削ることが可能です。そのため「熱処理後に研削で最終仕上げ」という工程が、高精度シャフトの標準的な製造フローになっています。私が設計していた減速機のシャフトも、SCM440を浸炭焼入れして円筒研削で仕上げることで、長期にわたってベアリング嵌合部の精度を維持できていました。
理由③ 寸法公差と表面処理の相互作用
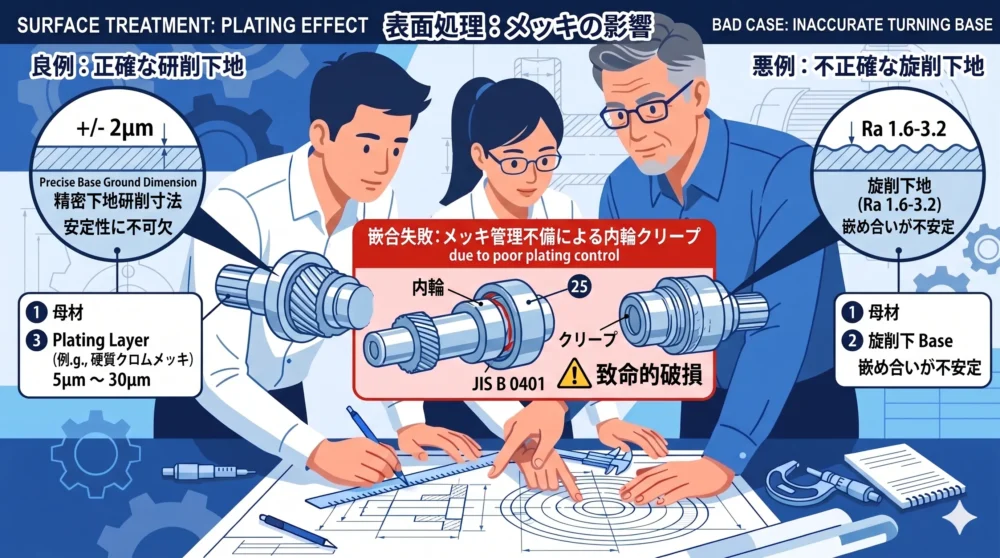
シャフトに防錆や耐摩耗のためにメッキ処理(ニッケルメッキや硬質クロムメッキ)を施す場合、メッキ膜は数μm〜数十μmの厚さで積層されます。
この場合、メッキ後の寸法が狙い通りになるよう、研削で下地寸法を精密に管理する必要があります。旋削の公差ではメッキ後の寸法ばらつきが大きくなり、嵌め合いが不安定になります。私が経験した海外装置の改造案件では、旋削仕上げのシャフトにメッキをかけたままベアリングを圧入した結果、半年後に内輪クリープが発生してシャフトが摩耗するトラブルになりました。研削仕上げに変更してから問題は解消しました。
実践的な解決方法:図面指示と公差の選び方
嵌め合い記号の基本を押さえる
JIS B 0401に基づく嵌め合い記号は、「基準寸法+穴の許容差記号+軸の許容差記号」で表します。ベアリングと軸の嵌め合いで最もよく使われる組み合わせを覚えておきましょう。
回転する軸(ラジアル荷重を受ける一般的な用途)のベアリング内径嵌合:
・Φ〇〇 k5(しまりばめ):軸受内輪と軸の標準的な圧入嵌め
・Φ〇〇 js5(中間ばめ):内外輪とも回転しない場合
・Φ〇〇 h6(すきまばめ):頻繁に取り外す必要がある場合
ハウジング(外輪側)の嵌め合い:
・Φ〇〇 H7(標準すきまばめ):外輪が回転しない場合の一般用
・Φ〇〇 K7(中間ばめ):外輪も軽荷重を受ける場合
図面への表面粗さと加工指示の書き方
研削が必要な箇所の図面指示は以下の要素を組み合わせます。
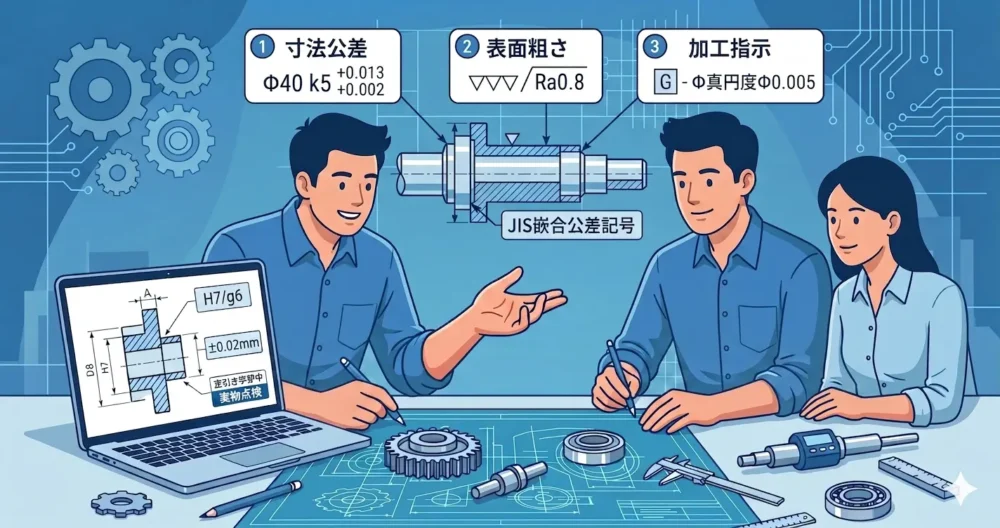
①寸法公差:例「Φ40 -0.002/-0.013」(k5に相当)
②表面粗さ:Ra0.8 または ▽▽▽(3個三角)以上
③加工指示:三ツ山の粗さ記号内またはそばに「G」(研削)と明記
④幾何公差:必要に応じて真円度Φ0.005、円筒度Φ0.008などを追加
「三ツ山にGと書く」のは、加工業者への明確なコミュニケーションです。これにより、旋削だけで仕上げる誤りを防ぎ、意図した精度が確実に実現されます。
具体的なアクション:明日から使える設計チェックリスト
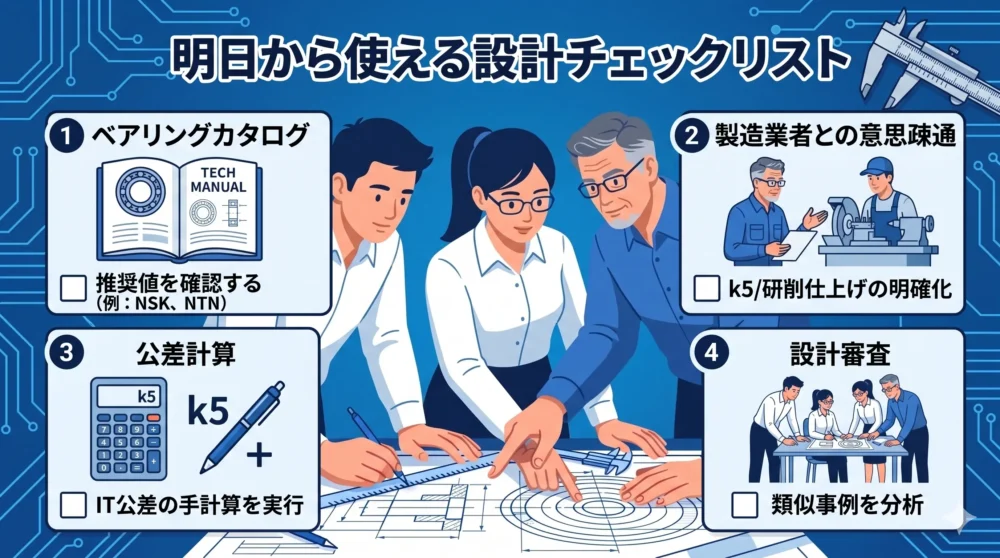
アクション① ベアリングメーカーの技術資料を参照する
NSK、NTN、THKなどの国内主要ベアリングメーカーは、各社のウェブサイトや技術資料で「軸・ハウジングの嵌め合い推奨値」を無料公開しています。
たとえばNSKの軸受カタログには、負荷条件(回転輪か固定輪か、荷重の大小)に応じた嵌め合い推奨表が掲載されています。設計時には必ず使用するベアリングメーカーの推奨値を確認する習慣をつけましょう。カタログ値はIT公差記号で示されているので、JIS B 0401の数値表と照らし合わせて実際の寸法公差を求めます。
アクション② 加工業者との事前コミュニケーション
設計段階で「このシャフトはk5公差の研削仕上げが必要です」と加工業者に伝えることが大切です。業者によっては円筒研削盤の精度や砥石管理の水準に差があります。
私が若手だった頃、コストダウンのために安い業者に発注した結果、「研削しました」と言いながら実際は旋盤仕上げだったことがありました。受け入れ検査でマイクロメーターを当てて初めて気づいたのですが、図面への明示と受け入れ検査の両方が重要だと学びました。測定器の使い方も含め、検査基準を明確にしておきましょう。
アクション③ 公差計算を手で一度やってみる
JIS B 0401の数値表からIT等級の実際の公差値(μm単位)を手で計算してみましょう。
例:Φ40のk5公差
基準寸法40mmはJIS公差域の区分で「30〜50mm超」のグループ
IT5の公差値 = 11μm
k5の基礎偏差 = +2μm(下の寸法許容差)
よって軸寸法 = Φ40 +0.013/+0.002(上の許容差は2+11=13μm)
一度でも手で計算すると、公差の意味が体感として理解できます。その後はCADや設計支援ツールを使っても、「この値は正しいか」を判断する力が身につきます。
アクション④ 類似事例の図面を読み込む
既存の機械(減速機、ポンプ、モーターなど)の設計図面でシャフト部分の指示を読み込んでみましょう。「なぜここにk5を使っているのか」「なぜ研削指示があるのか」を考えながら読むことで、設計の意図を体系的に習得できます。
私は入社後5年間、既存機械の図面を1000枚以上読み込みました。最初はさっぱり分からなかった指示が、トラブル事例や実機観察と結びついて「なるほど、こういう理由か」と繋がっていく瞬間が、設計の醍醐味の一つだと思っています。
まとめ:軸設計の精度管理は機械の信頼性の根幹
今回のポイントをまとめます。
ベアリングやプーリーが嵌まるシャフト部を研削する理由は大きく3つです。①旋盤の加工精度(表面粗さ・形状精度)の限界、②焼入れ後の硬い材料への対応、③メッキなど表面処理後の寸法精度確保です。
図面指示では「JIS嵌め合い公差記号」「表面粗さ」「加工指示(G)」「幾何公差」を組み合わせることで、意図した精度を加工業者に正確に伝えられます。
「公差はただの数字ではなく、機械の機能と寿命への設計者のメッセージ」です。一つひとつの指示に意味を持たせて設計する習慣が、長期信頼性の高い機械を生み出します。
最初は難しく感じるかもしれませんが、基礎を一つずつ積み上げることで必ず理解できます。この記事が、あなたの設計力向上の一助になれば幸いです。
機械設計のキャリアや技術的な悩みについて、より深く相談したい方はぜひ無料キャリア相談をご利用ください。
→ 無料キャリア相談はこちら