
「また角度がズレた……」
工場に配属されてまだ間もないころ、私も同じことで悩みました。ベンダーにSPCCをセットして、プレスボタンを押す。一見うまくいったように見えた曲げ品を測定すると、目標角度90°に対して89°だったり92°だったりとバラつきが出る。同じ設定、同じ材料、同じ機械なのに、なぜか毎回結果が違う。
「自分の操作が悪いのか、機械が壊れているのか、それとも設計図面が間違っているのか……」
そう思いながら先輩にこっそり聞いたら、「あー、それは普通だよ」と一言。でも、「何が普通で、何が問題なのか」をちゃんと説明してくれる人はなかなかいませんでした。この記事では、板金のベンダー曲げで角度がバラつく本当の原因と、具体的な解決策を20年以上の機械設計経験をもとに丁寧に解説します。工場板金1年目の方も、図面を設計する立場になった方も、ぜひ最後まで読んでみてください。
問題の本質:「スプリングバック」を知らずして曲げ加工は語れない
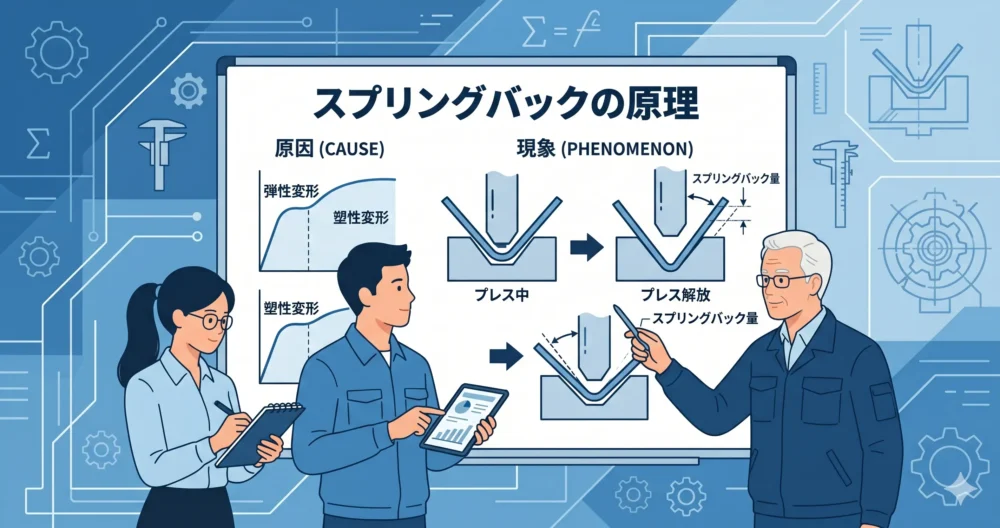
表面的には「設定が狂っている」「材料が悪い」と思いがちですが、角度バラつきの本質はもっと深いところにあります。それがスプリングバック(springback)です。
金属材料は、外力を加えて曲げると「弾性変形」と「塑性変形」の両方が起こります。プレスを解放した瞬間、弾性変形の分だけ元の形に戻ろうとする力が働く。これがスプリングバックです。「曲げた角度どおりに仕上がらない原因のほぼすべては、スプリングバックのコントロールにある」と言っても過言ではありません。
材料の硬さ(降伏強度)、板厚、曲げ半径、材料の向き(圧延方向)、金型の形状——これらが複雑に絡み合ってスプリングバック量が変わります。だから「同じ設定でも結果が違う」という現象が起きるのです。
角度がバラつく3つの原因
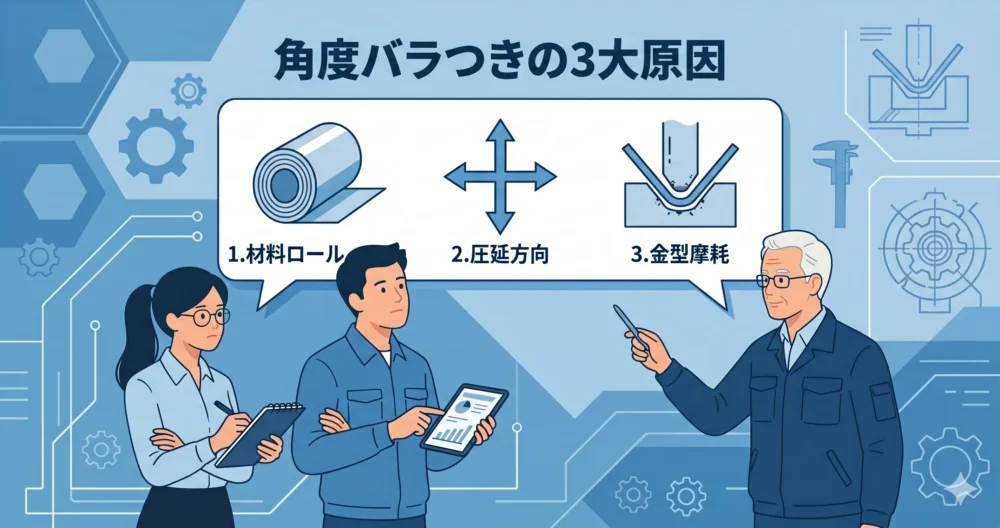
原因①:材料のロット違いによる機械的特性のバラつき
SPCC(冷間圧延鋼板)は工業製品として品質が管理されていますが、それでも引張強度・降伏点・伸びには製造ロットごとにある程度のバラつきがあります。「同じSPCC 1.6mmでも、ロットが違えば別の材料と思って設定を見直す」というのが、現場の常識です。
私自身も、量産品の途中でロット切替があったときに角度が急に変わり始め、原因がわからずに一日悩んだことがあります。結局、材料証明書(ミルシート)を確認して降伏強度が若干高いロットに切り替わっていたことが判明。曲げ角度の補正値を変更することで解決しました。
原因②:曲げ方向と圧延方向の関係
板金材料は製造工程で圧延されており、繊維方向(圧延方向)と垂直方向とでは機械的特性が異なります。
- 圧延方向に直角に曲げる(縦曲げ):スプリングバックが小さい
- 圧延方向と平行に曲げる(横曲げ):スプリングバックが大きい
「同じ設定でも、材料の向きが違えば角度が変わる」のは、この圧延方向の影響です。加工のロット途中で板の取り方(ネスティング方向)が変わると、急に角度がズレ始めることがあります。これに気づかずに設定を変えてしまうと、さらに混乱が生じるため注意が必要です。
原因③:パンチ・ダイの摩耗や温度変化による金型状態の変化
ベンダーの金型(パンチとダイ)は使用とともに摩耗します。特にダイの肩部分(R部)が摩耗すると、曲げ特性が変化してスプリングバック量が変わります。また、長時間連続稼働による温度上昇も、金属材料の変形特性に微妙な影響を与えます。
「午前中の設定で問題なかったのに、午後から角度がズレ始めた」という経験はないでしょうか?これは温度変化や金型の摩耗進行の影響で起きていることが多いのです。
実践的な解決方法

解決策①:曲げ補正値(オーバーベンド)の適切な設定
スプリングバックを見越して、目標角度より少し多めに曲げる「オーバーベンド」は基本中の基本です。具体的な手順は以下のとおりです。
- まず試し曲げを3〜5枚実施する
- 曲げ後の角度を測定し、目標角度との差を計算する
- その差分をオーバーベンド量として設定に反映する
- 再度試し曲げを行って精度を確認する
「試し曲げをケチると、本番でもっと大きな損失が出る」というのが現場の鉄則です。量産に入る前の試し曲げは省いてはいけません。
解決策②:材料受入検査とロット管理の徹底
材料ロットが変わるたびに試し曲げを行い、設定値を見直す運用を確立することが重要です。具体的な管理方法として、以下を実践してください。
- 材料証明書(ミルシート)で引張強度・降伏点を確認する
- ロット番号を材料ケースに明記し、切り替わりを把握する
- ロット別の補正値をデータベースとして記録・蓄積する
このデータを積み重ねることで、「このロットならオーバーベンド○°」という経験知が体系化されていきます。
解決策③:図面への曲げ条件の明示
設計者として図面を書く立場になったら、曲げ方向(圧延方向との関係)を図面に明記することが大切です。図面に明記すべき情報は以下のとおりです。
- 曲げ方向(圧延方向に対して直角か平行か)
- 内R(曲げ内半径)
- 展開図での曲げ補正量の考え方
「図面に曲げ方向を書かないと、現場が自由に取れる。それが品質バラつきの元になる」という事実を、設計者として必ず覚えておいてください。
具体的なアクションプラン

今日から実践できる改善ステップを、段階別にまとめました。
ステップ1(今すぐ):現状把握のためのデータ取り
今の設定でSPCC 1.6mmを5枚曲げ、角度を測定して記録します。最大値・最小値・平均値を計算し、バラつきの幅を数値で把握することが出発点です。
ステップ2(今週):スプリングバック量の実測と補正
目標角度と実測角度の差(スプリングバック量)を材料ロットごとに記録します。補正値を設定し直し、再度試し曲げで精度を確認してください。
ステップ3(今月):材料管理ルールの整備
材料ロット切替時の試し曲げを標準手順に組み込みます。ロット別設定値のデータシートを作成し、チームで共有する仕組みを作ってください。
ステップ4(3ヶ月以内):設計改善への反映
担当する図面に曲げ方向の指示を追加します。板取り方向が品質に影響することを設計標準書に盛り込み、次世代の設計者にも伝えていきましょう。
「一度に全部を解決しようとしない。まず現状を測ることから始める」という姿勢が、現場改善では最も重要です。
まとめ:角度バラつきは「避けられない」ではなく「管理できる」問題
板金曲げ加工の角度バラつきは、スプリングバックの性質を理解し、材料管理・金型管理・設計管理の3つを適切に行えば、確実にコントロールできます。ポイントを振り返ると次のとおりです。
- 角度バラつきの本質はスプリングバックにある
- 原因は①材料ロットのバラつき ②圧延方向 ③金型の摩耗・温度変化
- 解決策は①オーバーベンド設定 ②ロット管理の徹底 ③図面への曲げ条件明示
私自身、若い頃は「なぜバラつくのかわからない」と途方に暮れた経験があります。でも、原因を一つひとつ地道に調べて記録していくうちに、「この材料なら補正値はこのくらい」という感覚が身についてきました。
「技術は現場で磨かれる。でも、その磨き方を知っているかどうかで、成長スピードが大きく変わる」
あなたの機械設計キャリアをもっと加速させたい、今の悩みを誰かに相談したいと思ったら、ぜひ以下から無料キャリア相談をご利用ください。






コメント
コメント一覧 (4件)
[…] 板金曲げ加工で角度がバラつく原因と対策でも解説していますが、板金設計では折り曲げ部の処理が品質に大きく影響します。 […]
[…] 板金曲げ加工で角度がバラつく原因と対策【設計者向け解説】 板金ベンダー曲げで角度がバラつく3つの原因と解決策を、機械設計20年のエンジニアが解説。初心者設計者に向けたSPCC […]
[…] 板金曲げの角度バラつきで扱ったスプリングバックも、素材が内部に持つ力が加工によって形を変えて現れるという意味で、残留応力とまったく同じ仲間の現象です。板金の角度が安定 […]
[…] 姿勢を持ちましょう。 板金部品の曲げ角度がばらつく原因についても、板金曲げ加工で角度がバラつく原因と対策で詳しく扱っていますので、あわせて確認しておくと、曲げ加工まわり […]