「また角度が甘い…」と思いながら、今日も加工を続けていませんか?
計算通りにセットしたはずなのに、仕上がりの角度がわずかにズレている。新品の金型なら問題ないのに、古い金型を使うと中央付近でどうしても精度が出ない——。
そんな悩みを抱えながら、「仕方ない、道具が古いんだから」と諦めてしまっていませんか?
実は、摩耗した金型でも「使い方」を変えるだけで、精度は劇的に改善できます。
私自身も20年以上、板金加工や機械設計の現場に携わってきました。設備投資ができない中小企業で、ボロボロになった金型と格闘しながら品質を守り続けた経験があります。そのなかで身につけた「現場の知恵」をこの記事でお伝えします。
問題の本質:摩耗した金型でなぜ「中央付近」が甘くなるのか
「金型が古いから精度が出ない」——それは正しいのですが、表面的な理解にすぎません。なぜ古いと精度が出ないのか、そのメカニズムを理解することが改善の第一歩です。
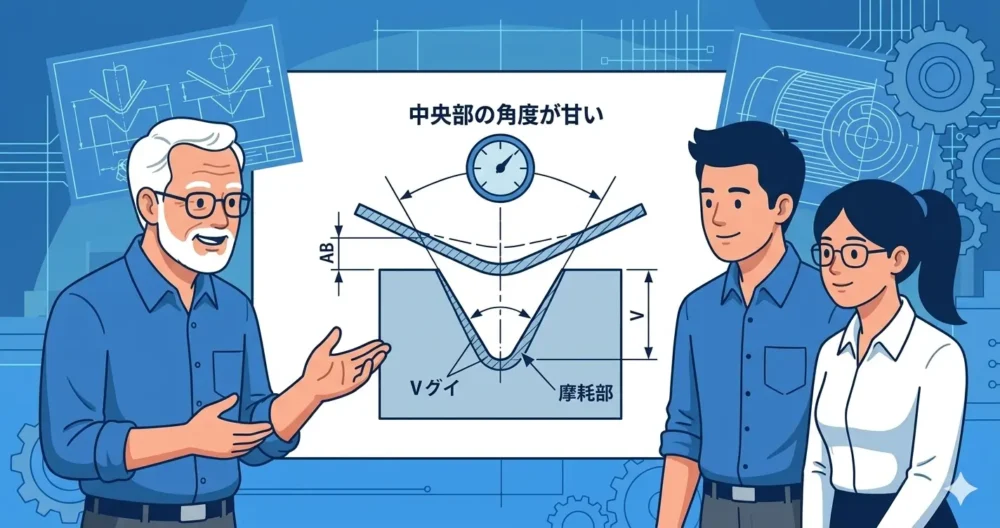
プレスブレーキによる曲げ加工において、V溝(ヤゲン)の肩部分は最も応力が集中する場所です。ワークが繰り返し当たることで、この肩部分が徐々に丸みを帯びて摩耗していきます。
肩が摩耗すると、事実上の支点位置が変わります。支点が変わればテコの比率が変わり、同じ加圧力でも曲げ角度が変化してしまうのです。特に長尺材を曲げる際は中央部でたわみが大きくなるため、端部と中央部で異なる角度になるという現象が顕著に現れます。
さらに、機械のフレーム自体も長年の使用でわずかなたわみを持つようになります。この複合効果が「中央付近の角度が甘くなる」という現象として現れるのです。
精度が出ない原因3つ
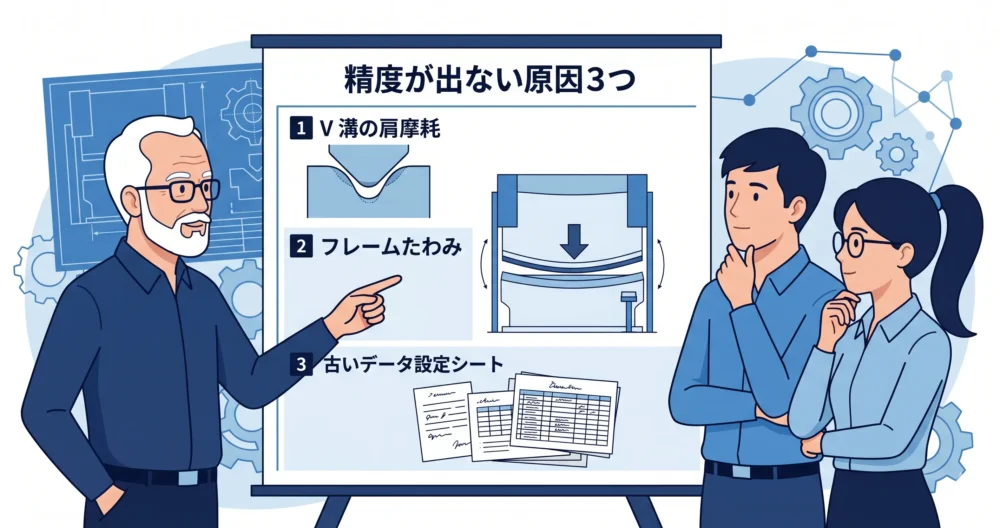
原因① V溝の肩摩耗による「実効支点」の変化
V溝の肩が丸くなると支点がズレます。新品金型の設定データをそのまま使っていると、スプリングバック量が変わっているため、目標角度に届かなくなります。
特に90°前後の精度が要求される加工では、支点の0.1mm程度のズレでも1〜2°の角度誤差につながることがあります。この事実を知らずに「機械が壊れた」と思い込んでいる方も多いです。
原因② 長尺材における中央部への集中荷重とフレームたわみ
長い材料を曲げるとき、中央部に最も大きな荷重がかかります。機械フレームはこの荷重で弓なりにたわみ、結果として中央部の押し込み量が端部より小さくなります。クラウニング調整の有無と現状設定を確認するだけで、問題が半分解決することもあります。
原因③ 古い金型に合わせた加工条件の見直し不足
摩耗が進んだ現在の金型に対して、当時のデータをそのまま適用すれば誤差が出るのは当然です。「昔からこうやってきた」という思い込みが、精度悪化の最大の原因になっているケースは想像以上に多いのです。
実践的な解決方法:キャンバー調整以外の7つの工夫
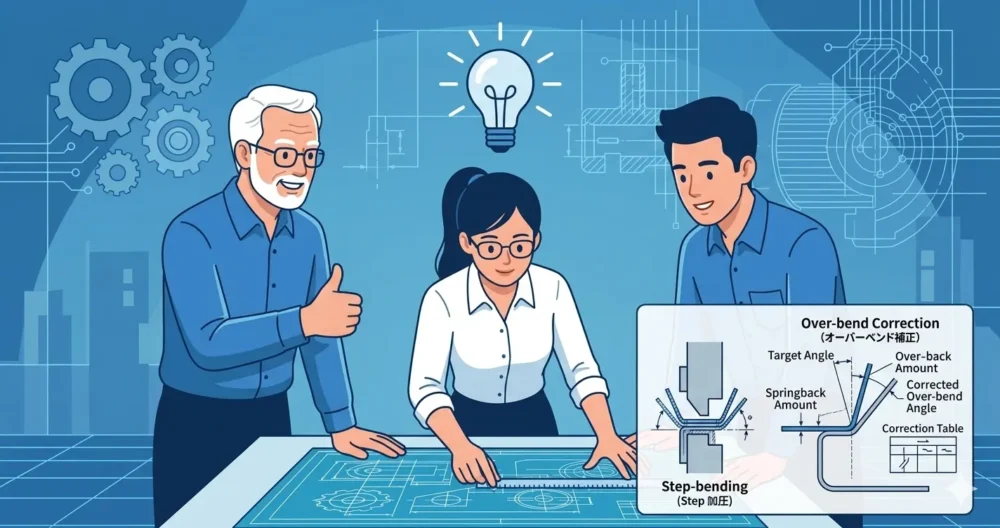
工夫① オーバーベンド補正を体系化する
スプリングバック量が変化しているなら、その分だけ多く曲げる——これが「オーバーベンド補正」です。感覚ではなく、実測値に基づいて補正量を数値化することがポイントです。テスト材で曲げてプロトラクターで角度を計測し、補正テーブルを作ります。
工夫② ステップ加圧(分割加圧)でたわみを均一化する
最終圧力の60〜70%で一度保圧し、ワークとV溝の接触状態を安定させてから追加圧力をかけると、特に中央付近の角度が安定しやすくなります。私自身も3mm厚のSS400で試したところ、ばらつきが±1.5°から±0.5°に改善した経験があります。
工夫③ ワークの送り方を変える(両端先行加工)
長尺材の場合、まず両端部分を先に曲げ(フラッシュベンド)、そのデータを基に中央部の補正量を決めるという方法が有効です。端部の実測角度と目標角度の差分から、中央部のオーバーベンド量を推定できます。
工夫④ 背面ゲージの当て方を見直す
特に摩耗した金型では、バックゲージへの当て位置が数mmズレるだけで角度が大きく変わることがあります。バックゲージへの押し当て力を一定にする、ワークを必ず同じ面積で当てるといった「手順の標準化」が意外なほど効果的です。
工夫⑤ クラウニング機能の見直しと手動補正
クラウニング機能がない機械の場合は、ダイの下に0.05〜0.1mm程度のシムを中央部に挟んで手動でクラウニング効果を作る方法もあります。このシム調整だけで中央部の角度ズレが大幅に改善することがあります。
工夫⑥ 加工材料の繊維方向を統一する
鋼板には圧延時の「目」(繊維方向)があり、繊維方向に対して平行か垂直かでスプリングバック量が変わります。加工ロットの中で材料の向きが混在しないよう管理するだけで、ばらつきが改善するケースがあります。
工夫⑦ 補正テーブルの整備と見える化
「この金型・この板厚・この材質ではこれだけオーバーベンドする」という補正テーブルを現場に掲示しましょう。Excelで作成した簡単な表で十分です。新人作業者でも安定した品質を出せるようになり、技術の属人化防止にもつながります。
具体的なアクションプラン(3ステップ)
ステップ1:現状の「ズレ量」を計測して記録する
テスト材で5枚加工し、プロトラクターで角度を計測して記録します。中央部と両端部の差も必ず計測してください。「なんとなく精度が悪い」から「何度ズレているか」に認識を変えることが第一歩です。
ステップ2:補正テーブルの叩き台を作る
ステップ1のデータを基に、オーバーベンド補正量の叩き台を作ります。たとえば「SUS304・t2.0・90°曲げの場合、スプリングバックが3°なので93°まで押し込む」というデータを整備します。金型のシリアル番号や使用機械名も記録しておくと管理しやすくなります。
ステップ3:ステップ加圧と送り方の改善を試す
補正テーブルができたら、ステップ加圧と両端先行加工を試してみましょう。複数の要因を同時に変えると何が効いたかわからなくなります。一つずつ試して検証するPDCAサイクルを意識することが、やがて大きな品質向上につながります。
まとめ:ボロい機械を乗りこなす技術こそ、本物のスキル
今回ご紹介した7つの工夫——オーバーベンド補正の体系化、ステップ加圧による均一化、両端先行加工、バックゲージの標準化、クラウニング調整、材料繊維方向の管理、補正テーブルの整備——これらは設備投資なしに今日から始められるものばかりです。
新品の設備・金型で精度を出すことは誰でもできます。しかし、制約のある環境でも品質を守り抜く知恵と技術こそが、現場エンジニアの真価だと私は思っています。
もし今の職場環境や自分のスキルの活かし方に悩んでいるなら、ぜひ一度プロのキャリアアドバイザーに相談してみてください。機械設計・製造業に特化したキャリア支援を行っています。