「なぜザグリ深さが2種類あるの?」あなたも同じ疑問を持ったことはありませんか?
機械設計を始めたばかりの頃、先輩から渡された図面を見て「このザグリ深さ、なんで2パターンあるんだろう?」と疑問に思ったことはありませんか?
カタログや規格表を開いてみても、数字が並んでいるだけで、なぜ2種類の深さが存在するのかまで書いてある本はほとんどありません。「とりあえず深いほうを選んでおけば大丈夫だろう」──そんなふうに曖昧なまま図面を描いてしまっていた、という経験をお持ちの方も多いのではないでしょうか。
私自身も入社して3年目くらいまで、ザグリ深さの選択をほぼ感覚でやっていました。ある日、加工コストの見直しをしていたベテランの加工担当者から「この深ザグリ、本当に必要ですか?加工費が1.5倍近く変わりますよ」と指摘されて初めて、「ちゃんと理解しなければ」と痛感したのです。
この記事では、機械設計歴20年以上の視点から、六角穴付きボルトのザグリ深さに2種類ある理由と、正しい使い分けの基準をわかりやすく解説します。
問題の本質:ザグリ深さの選択は「コスト・機能・見た目」すべてに関わる
まず、「ザグリ(座繰り)」とは何かを整理しておきましょう。
ザグリとは、六角穴付きボルト(いわゆるキャップボルト)のボルト頭部が部品表面から出っ張らないように、部品に彫り込む平底の円形の穴のことです。英語では「カウンターボア(Counterbore)」とも呼ばれます。
このザグリには、JIS規格(JIS B 1176など)において、実質的に「浅ザグリ」と「深ザグリ」の2種類の使い方があります。この選択を誤ると、加工コストが無駄に膨らんだり、逆に必要な機能を満たせなかったりします。
表面的には「ボルト頭を隠すための穴」というだけに見えますが、設計意図によってその深さの意味はまったく異なります。この本質を理解することが、一人前の機械設計者への第一歩です。
なぜ2種類の深さが存在するのか?3つの理由
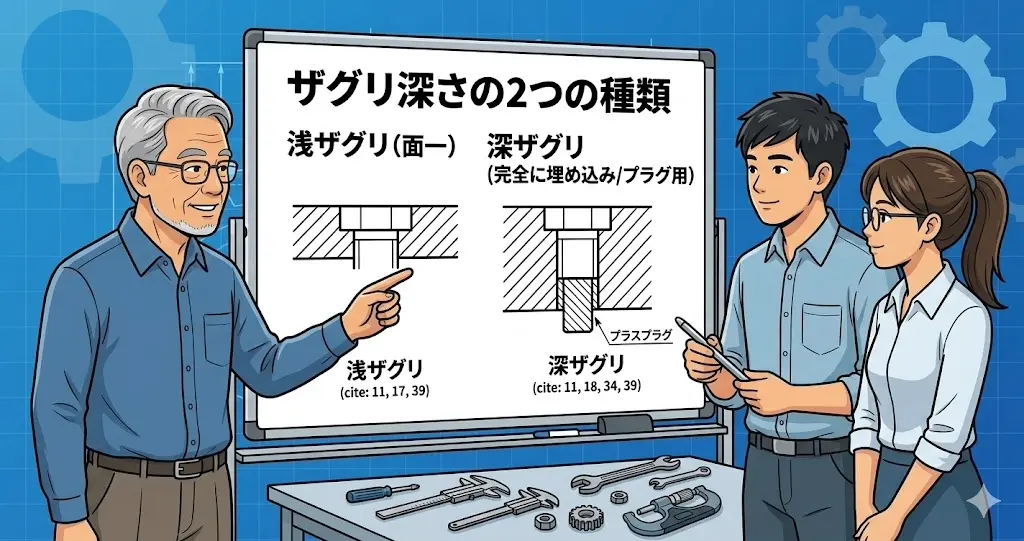
理由①:ボルト頭を「面一(つらいち)」にするか、「完全に埋め込む」かで目的が異なるから
最も基本的な理由は、「ボルト頭を表面と揃えたいのか、それとも完全に沈めてキャップやプラグで隠したいのか」という設計目的の違いです。
浅ザグリ(標準的なザグリ深さ)は、ボルトの頭部高さ(h寸法)とほぼ同じ深さに設定します。これにより、ボルトを締めたときにボルト頭の上面が部品表面と面一(つらいち)になります。
一方、深ザグリは、ボルト頭高さよりも数ミリ~10ミリ程度深く掘ります。これはボルト締結後に穴をプラスチックや金属のキャップ(プラグ)で塞ぐために必要なスペースを確保するためです。
たとえば、医療機器や食品機械では、ボルト頭部の窪みに汚れや細菌が溜まることを防ぐため、完全にキャップで塞ぐ設計が求められます。こういった衛生基準が厳しい製品では、深ザグリは必須の選択です。
理由②:ザグリ底面の「面圧」確保と締結信頼性の違い
あまり知られていないのが、ボルト締結の力学的な観点からザグリ深さが影響するという点です。
ボルトを締め込むと、ボルト頭の座面がザグリの底面を押し付けます。このとき、ザグリの直径(=ボルト頭が当たる面積)と深さの関係が、締結力の伝わり方に影響します。
特に注意が必要なのは、アルミや樹脂など軟らかい材料へのザグリです。私の経験では、ある製品でアルミダイカスト部品にザグリを設けた際、規格よりやや浅めのザグリにしたところ、ボルト頭座面の縁が「食い込み」を起こし、増し締め後に緩みやすくなるトラブルが発生しました。
このように、材質や使用条件によってザグリ深さを調整する必要があり、それが規格として「2種類」の深さという形で整理されているのです。
理由③:「レンチが入るか」というメンテナンス性の問題
実は、ザグリが深すぎると別の問題が起きます。六角レンチがボルト頭に届かなくなるのです。
六角穴付きボルトの六角穴はボルト頭の上面から掘られています。ザグリが深すぎると、レンチの先端がボルトの六角穴に届く前に、ザグリの壁面に当たってしまいます。
規格で定められた「標準的な深ザグリ」の寸法は、この「レンチが確実に入る最低限の深さ」と「見た目やキャップスペース」のバランスを取った数値です。メーカーが実際の組み立て性を考慮して設定しているため、むやみに深くすることはかえって問題を引き起こします。
具体的な使い分け基準:どちらを選べばいいのか
では実際に設計するとき、どちらのザグリ深さを選ぶべきでしょうか。以下の判断基準を参考にしてください。
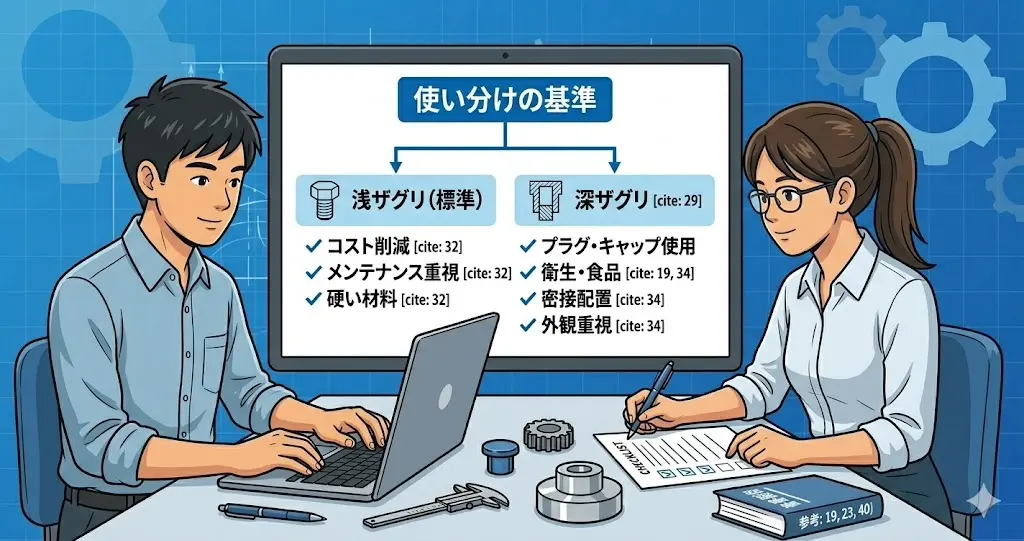
浅ザグリ(標準深さ)を選ぶべきケース
- ボルト頭が表面から突き出なければよく、特に覆いは不要な場合
- コストを抑えたい、加工時間を短縮したい場合
- 鉄・ステンレスなど比較的硬い材料で、座面強度が十分確保できる場合
- メンテナンス頻度が高く、素早いレンチ作業が必要な場合
深ザグリを選ぶべきケース
- ボルト頭をプラグ・キャップで完全に塞ぐ必要がある場合(衛生機器・食品機械・外観重視製品)
- 部品表面に他の部品や配管が密接して配置され、ボルト頭とのクリアランスが必要な場合
- デザイン上、どんな角度から見てもボルト頭が見えてはいけない場合
- 腐食防止のためボルト頭をコーキング材やシール材で埋める場合
「とりあえず深ザグリにしておけば安心」は正しくありません。深ザグリにすればするほど加工コストが上がり、場合によっては強度も低下します。設計の目的を明確にして、最小限の深さで要件を満たすことが、優れた設計者の判断です。
実践:図面への正しい指示方法
ザグリの図面指示は、正確に記載しないと加工者が迷います。私が20年の実務で使ってきた表記方法を紹介します。
JIS規格に準拠した標準的な表記
ザグリの指示は一般的に、穴の断面図に対して次のように記載します。
- ザグリ径(Φ):使用ボルトの頭部外径 + 余裕代(通常0.5〜1.0mm)
- ザグリ深さ(▽):使用する深さ種別に応じた寸法
- 下穴径:ボルトの呼び径に応じたタップ径または通し穴径
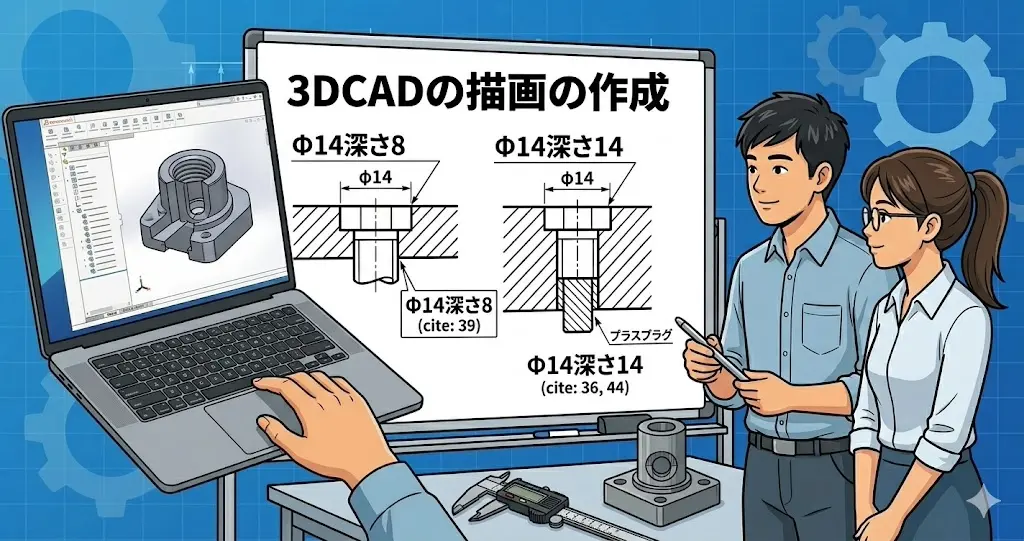
例えば、M8の六角穴付きボルトに対するザグリ指示は次のようになります。
「Φ14深さ8(浅ザグリの場合)」または「Φ14深さ14(深ザグリの場合)」
※M8六角穴付きボルトの頭部外径は13.27mm(JIS規格)なので、ザグリ径はΦ14程度が標準です。頭部高さは8mmです。
注意:「ザグリ」の表記は加工者に伝わるか確認する
私自身が若手の頃に失敗したのは、「ザグリ」という表現が会社によって「座繰り」「カウンターボア」「C/B」など、様々な略称で呼ばれることを知らなかったことです。図面を渡す加工業者と事前に表記方法を合わせておくことが、トラブル防止の最短ルートです。
また、3DCADを使用している場合は、モデル上でザグリをきちんと形状として作成し、図面にはその投影形状と寸法を記載することで、誤解を最小限に抑えられます。
現場で起きたリアルな失敗事例
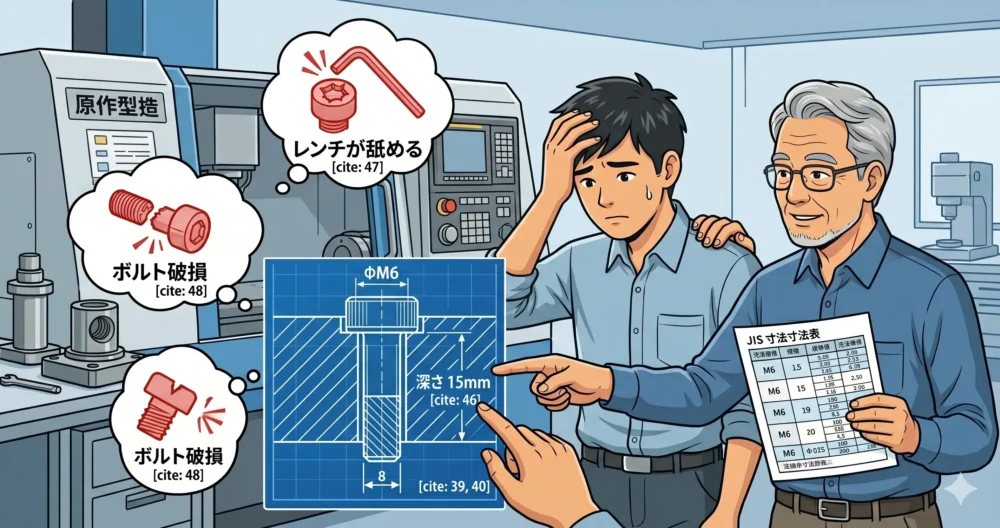
私が設計担当だった産業機械のある案件では、装置の外装パネルにM6の六角穴付きボルトを使い、見た目をきれいにするために深ザグリを指示しました。しかし、ザグリ深さを「15mm」と記載してしまったのです。
M6ボルトの頭部高さは6mmなので、ザグリの中でボルト頭が「ぶかぶか」の状態になり、六角レンチが斜めに入ってボルトを舐めてしまうトラブルが量産前の試作で発覚しました。
ザグリ深さは「ボルト頭高さ+プラグ厚さ」以上に深くしてはいけない──これは基本ですが、当時の私は見た目のイメージだけで深さを決めていたのです。
この経験から、私は必ずJIS規格表とボルトメーカーのカタログ寸法を確認してから、ザグリ深さを決めるようにしています。
まとめ:ザグリ深さの「なぜ」を知ることが設計力の土台
六角穴付きボルトのザグリ深さに2種類あるのは、決して規格の気まぐれではありません。
「ボルト頭を表面と面一にする」のか「プラグで完全に隠す」のかという設計目的の違い、材料の特性から来る面圧の考慮、そしてメンテナンス性としてのレンチ作業性──これらすべてが絡み合った結果として、2種類の深さが存在するのです。
「規格を覚える」のではなく「規格の背景にある理由を理解する」ことが、機械設計者としての本当の力になります。
今回のボルトのザグリひとつとっても、材料力学・加工技術・コスト管理・メンテナンス性という複数の観点が交差しています。こういった「なぜ?」を大切にする姿勢が、若手設計者を一流のエンジニアへと成長させる原動力です。
もし「自分の設計スキルをもっと体系的に伸ばしたい」「機械設計のキャリアについて相談したい」という方は、ぜひ無料キャリア相談をご活用ください。20年以上の実務経験を持つエンジニアが、あなたの悩みや目標に寄り添ったアドバイスをお伝えします。
▶ 無料キャリア相談はこちら