「接触面に錆止めを塗っていいの?」…その迷い、よくわかります
機械設計の仕事を始めたばかりの頃、あるいは設計部門に異動してきたとき、ふとこんな疑問を持ったことはありませんか?
「部品Aと部品Bをボルトで締め付けるとき、その合わせ面(接触面)に錆止めを塗ってもいいのだろうか?」
錆が出てしまうと製品の外観が悪くなり、最悪の場合は固着して分解できなくなる。だから「防錆処理をしておきたい」と思うのは自然な発想です。一方で、「ボルト締結に何か影響があるのでは?」という直感もあって、判断に迷う——。
私自身も若手エンジニアだった頃、全く同じ悩みを持っていました。先輩に聞こうにも「常識じゃないか」と言われそうで、なかなか聞き出せなかった記憶があります。
この記事では、20年以上の機械設計経験を持つエンジニアの視点から、ボルト締結部の防錆処理について正しい知識を体系的に解説します。「塗ってもいいのか、いけないのか」という二項対立ではなく、どのような条件で判断すべきかを具体的にお伝えします。
問題の本質:「防錆」と「締結管理」は両立しにくい
多くの設計者が「錆を防げればいい」という単純な発想で防錆処理を考えがちですが、ボルト締結の世界では話がもっと複雑です。
問題の本質は、「摩擦係数の変化」にあります。
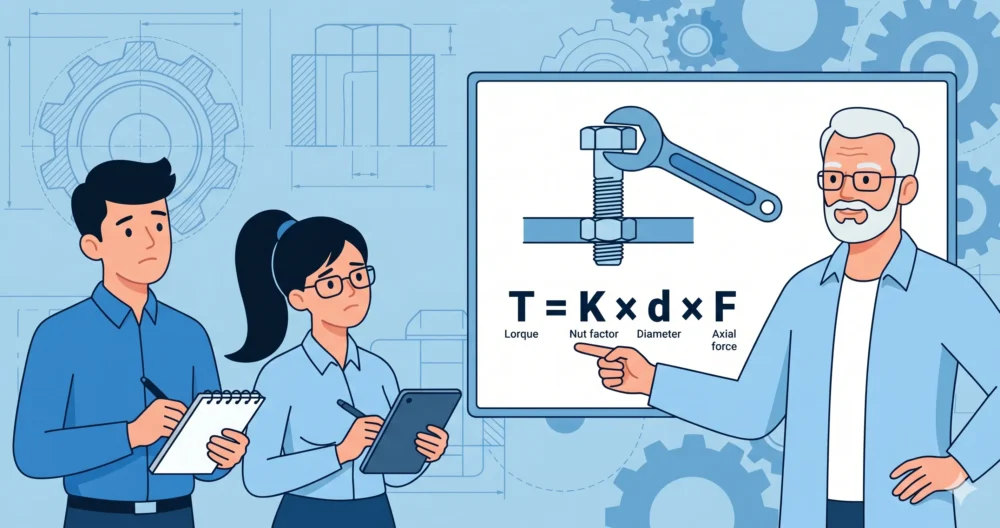
ボルトを締め付けるとき、トルクレンチで指定トルクを与えると、そのトルクのうち一定割合が「軸力(ボルト軸方向の引っ張り力)」に変換されます。この変換率を決める重要なパラメータがトルク係数Kです。
締め付けトルクTと軸力Fの関係式は次の通りです:
T = K × d × F
- T:締め付けトルク(N·m)
- K:トルク係数(摩擦係数に大きく依存)
- d:ボルト呼び径(m)
- F:軸力(N)
乾燥状態のボルト(表面処理なし)でのKは一般的に約0.20です。ところが、油やグリースが塗られるとKは0.12〜0.15程度まで低下します。
同じトルクで締めても、油ありの場合は軸力が最大1.6倍以上になることがあるのです。
これはボルトの過締めにつながり、ボルトの破断や、被締結材の変形・割れを引き起こす恐れがあります。逆に、設計段階では「油あり」でトルクを設定したのに、現場で「油なし」で締め付けると、軸力不足で締結が緩むリスクがあります。
つまり、防錆処理の有無や種類は、ボルト締結の信頼性に直結する設計上の重要事項なのです。
なぜ判断に迷うのか?3つの原因

原因①:防錆処理の種類と摩擦係数への影響が複雑
防錆処理にはさまざまな種類があり、摩擦係数への影響も異なります。
- 塗料(プライマー、エポキシ系):乾燥後は比較的影響が少ない
- グリース・防錆オイル:摩擦係数を大幅に低下させる
- 防錆スプレー(溶剤系):乾燥後の状態によって影響が変わる
- 化成処理(リン酸塩処理):表面処理レベルでほとんど影響しない
- めっき処理(亜鉛めっきなど):処理の種類によってKの値が変わる
この多様さが「自分の状況でどれが当てはまるのか」わかりにくくしています。
原因②:「接触面」の定義があいまい
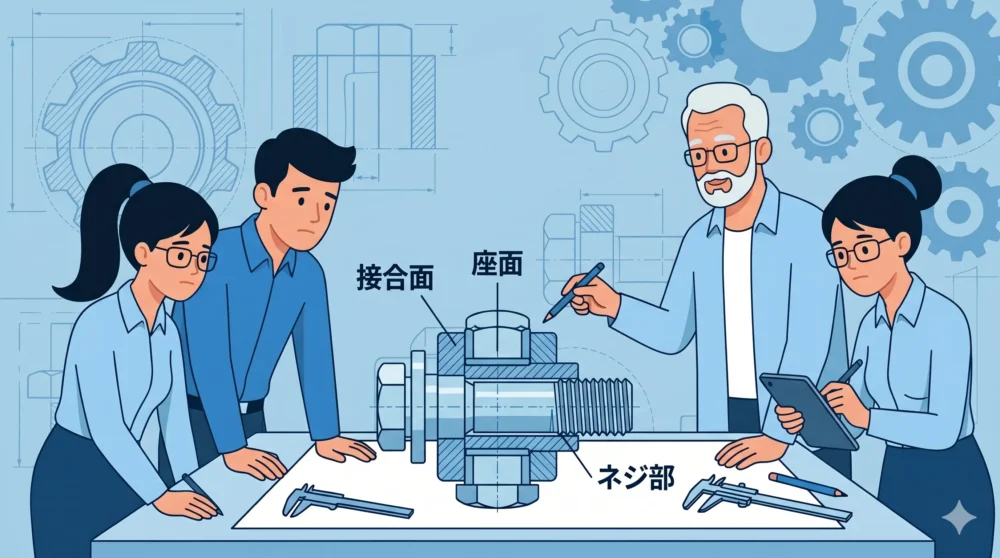
「ボルトで締める部品の接触面」と一口に言っても、実は複数の面があります。
- ボルトの頭部と部品Aの間の座面
- 部品Aと部品Bの間の合わせ面(嵌合面)
- ナットと部品Bの間の座面
- ボルトと部品Aのタップ穴の間のネジ山面
これらの面ごとに、防錆処理の影響が異なります。すべてをひとくくりに「接触面」と呼ぶことで、判断が難しくなっています。
原因③:学校で習わない実務的な知識
大学の機械工学でも、ボルト締結の計算はトルク係数を「0.2」という固定値で学ぶことが多く、表面状態による変化は教えてくれません。現場に出てから初めて直面する問題です。
「学校では習わないことほど、現場では重要」——これは設計者として痛感することの一つです。
解決方法:面の種類と状況で判断基準が変わる
① 部品間の合わせ面(嵌合面)への防錆処理
基本的にOK(ただし流れ込みに注意)
部品Aと部品Bが合わさる面は、ボルトの座面とは別の場所なので、ここへの防錆処理は一般的に許容されます。ただし、液状の防錆剤を塗った場合、ボルトを締め付ける際に防錆剤が座面やネジ山側に流れ込む可能性があるため、量の管理が必要です。
薄く塗る、あるいは乾燥型の防錆処理を選ぶことをおすすめします。
② ボルト座面・ナット座面への防錆処理
基本的にNG(規定トルクで締める場合)
ボルト頭部やナットが当たる座面は、トルク係数に直接影響します。ここに油系防錆剤を塗ると、締め付けトルクの管理が崩れます。
ただし、設計仕様書でトルクをオイル塗布後の値として再計算・設定している場合は、塗布自体はOKです。その場合は図面や仕様書に「座面油塗布・トルク○N·m」と明記することが必須です。
③ ネジ山への防錆処理
ケースバイケース、必ず明記が必要
- ネジロック剤(Loctite等):緩み止めと防錆を兼ねるが、トルク係数が変わる
- グリース・モリブデン系:摩擦係数を下げるが、高温・高荷重環境では有効
- 防錆スプレー:乾燥後の状態次第
ネジ山への処理は必ず設計仕様書に明記し、締め付けトルクもその状態に合わせて設定します。
具体的アクション:現場で実践できる5つの対処法

アクション①:最初から錆びにくい材料・表面処理を選ぶ
私自身が最も強くお伝えしたいのが、「後から防錆処理を加えるより、最初から錆びにくい材料を選ぶ」という発想の転換です。
具体的には:
- 屋外・湿潤環境:SUS304またはSUS316ボルトを使用
- 一般機械環境:三価クロメート処理(ユニクロ)ボルトを使用
- 食品・医薬品:電解研磨ステンレスボルト
私が担当した海辺の工場向け搬送装置の設計では、当初は鉄ボルトを使い防錆スプレーで対処する計画でした。しかし先輩設計者から「座面に油が残ると、現場が規定トルクで締めてもボルトが過締めになる」と指摘を受け、SUS304ボルトに全面切り替えました。コストは少し上がりましたが、現場でのトルク管理が格段に楽になりました。
アクション②:防錆処理の有無を図面・仕様書に必ず明記する
防錆処理を行う場合(または行わない場合)は、必ず図面・組立仕様書に次の情報を記載します。
- 防錆剤の種類(製品名まで記載)
- 塗布する箇所(座面、合わせ面、ネジ山など具体的に)
- 塗布量の目安
- その状態での締め付けトルク値
「図面に書いていないことは、現場では自己判断の余地を与えてしまいます。」
アクション③:アルミ部品との組み合わせは電食(ガルバニック腐食)に注意
アルミ製の筐体に鉄ボルトを使用する場合、接触面で電食が発生することがあります。これは水分が介在することで、異種金属間に微小な電位差が生まれ、一方の金属が腐食する現象です。
この場合、防錆処理(絶縁ワッシャや絶縁コーティング)が有効ですが、ここでもトルク係数の変化を考慮する必要があります。
アクション④:現場担当者への説明・周知を徹底する
設計図面に明記しても、現場作業者が「いつもの習慣で」防錆スプレーを吹き付けてしまうことがあります。
私が以前担当した食品機械の組立現場で、図面の指示を見落とした作業者がボルト全体に防錆スプレーを塗布して締め付けを行い、複数箇所でボルトが破断したことがありました。幸い試運転中に発見できましたが、これが出荷後であれば大きな事故につながりかねませんでした。
設計者は「図面を書いたら終わり」ではなく、現場への伝達と教育まで責任を持つことが重要です。
アクション⑤:トルク係数表・JIS規格を積極的に活用する
どうしても防錆処理が必要で、かつ規定トルク管理も必要な場合は、JIS B 1084「ねじの締付け」やISO 16047などの規格に基づいたトルク係数Kの実測値を参照し、正しい締め付けトルクを再計算します。
ボルトメーカーの技術資料にも、表面処理別のKの実測値が掲載されていることが多いため、これを積極的に活用しましょう。
まとめ:防錆処理は「設計の意思決定」として扱う
ボルト締結部の防錆処理について、ここまでの内容を整理します。
- ✅ 部品間の合わせ面への防錆処理:条件付きでOK(流れ込みに注意)
- ⚠️ ボルト座面・ナット座面への防錆処理:原則NG(トルク再計算が必要)
- ⚠️ ネジ山への防錆処理:ケースバイケース、必ず仕様書に明記
- ✅ 最善策:最初から錆びにくい材料・表面処理を選ぶ
- ✅ 必須事項:図面・仕様書への詳細記載と現場への周知
「ボルト一本の防錆処理でも、工学的根拠を持って判断する」——これが機械設計者としての基本姿勢です。
「設計の問題は、現場のトラブルになって初めて気づく」。20年以上の経験で何度もそれを実感してきました。だからこそ、今この記事を読んでいるあなたには、基礎をしっかり身につけた上で現場に立ってほしいのです。
機械設計のキャリアに不安を感じているあなたへ
「機械設計の基礎をもっとしっかり学びたい」「設計職への転職を考えているが、何から始めればいいかわからない」——そんな方には、経験豊富なキャリアアドバイザーへの無料キャリア相談をおすすめしています。
現場で求められるスキルと、あなたのキャリアプランを一緒に整理しましょう。