「なぜこんなに締めたのに緩んでしまうの?」
機械設計を始めたばかりの頃、こんな経験をしたことはありませんか。現場で組み立てたばかりの機械が、稼働開始から数時間でボルトが緩んでしまい、上司に叱られた——。
私自身も、入社3年目のとき、自分が設計した搬送装置のボルトが運転中に緩んで、ラインを止めてしまったことがあります。「ちゃんと締めた」と思っていたのに、なぜ緩むのか、当時は本当に理解できていませんでした。
ボルト締結の失敗は、設計者のキャリアに大きな傷をつける可能性があります。しかし、正しい知識を持てば、確実に防ぐことができます。
今回は、機械設計の現場で必須となる「トルク管理」について、基礎から実践的な手法まで徹底的に解説します。
なぜトルク管理が重要なのか? 問題の本質
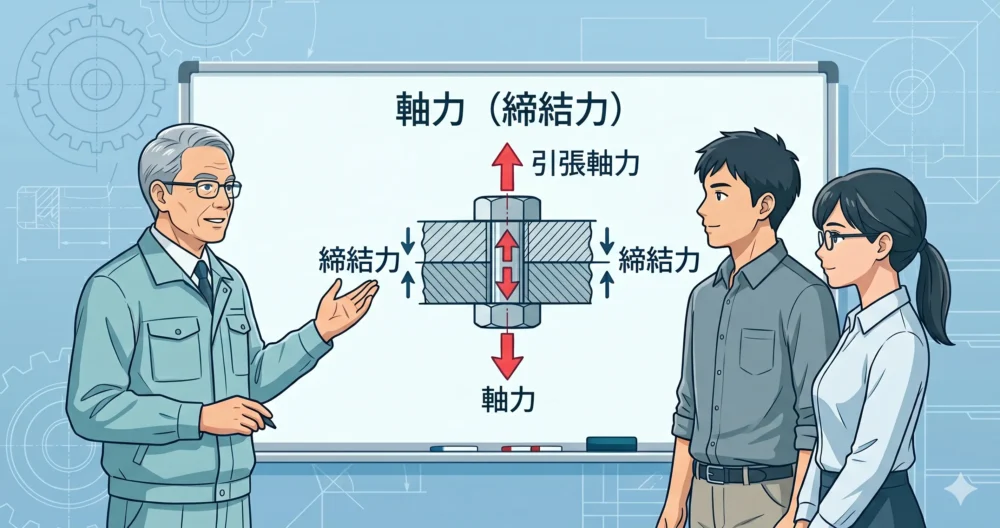
ボルト締結の問題は、単純に「締め方が甘い」というだけではありません。問題の本質は、軸力(クランプ力)のコントロールにあります。
ボルトを締める目的は、「部品同士を密着させ、摩擦力で固定する」ことです。この摩擦力の源となるのが「軸力」——ボルトが引っ張られることで生まれる力です。
締め付けトルクは、軸力を管理するための「間接的な指標」に過ぎません。実は、同じトルクで締めても、潤滑の有無、ねじの精度、座面の状態によって、軸力は大きく変わります。経験的には、同じトルクをかけても軸力は±30%以上ばらつくことがあります。
つまり、トルクを管理することはあくまで手段であり、目的は「適切な軸力の確保」です。この本質を理解していないと、どれだけ丁寧にトルク管理をしても、意図した締結力が得られないことがあります。
初心者設計者がよく陥る「3つの原因」
原因①:工具の選択ミス——インパクトレンチを使ってしまう
Yahoo知恵袋でもよく質問されるテーマですが、「インパクトレンチで正確なトルクが出せないのはなぜか?」という疑問があります。
インパクトレンチは、回転と同時に打撃(インパクト)を与えることで高いトルクを発生させます。この打撃の強さは作業環境(バッテリーの残量、ホースの空気圧、温度など)で変化するため、一定のトルクを保証するのが構造上非常に難しいのです。
「速く締まる」と「正確に締まる」は、まったく別の話です。
インパクトレンチが有効なのは、仮締めや、トルク精度が不要な箇所(例:カバーの固定など)に限られます。強度計算で軸力が必要な締結部には、必ずトルクレンチを使用してください。
原因②:締め付け順序・回数の軽視
フランジやシリンダーヘッドのように、複数のボルトで部品を固定する場合、締め付け順序が重要です。一か所を先に強く締めると、部品が変形し、他のボルトの締め付け力が設計値通りにならなくなります。
私自身も経験しましたが、油圧シリンダーのフランジを締め付ける際、対角線上の順序を守らずに締めたところ、シールに偏荷重がかかり、油漏れが発生しました。正しい手順は「対角線上に順番に、複数回に分けて徐々に締め付ける」ことです。
締め付け順序は、設計図面に明記する習慣をつけましょう。
原因③:摩擦係数の見落とし
トルクと軸力の関係式をご存知でしょうか。一般的には以下のように表されます。
T = K × d × F
(T:締付トルク、K:トルク係数、d:ボルト呼び径、F:軸力)
このトルク係数Kは、潤滑剤の有無や表面処理によって大きく変化します。例えば、乾燥した状態のボルトと、モリブデングリスを塗布したボルトでは、Kの値が0.2と0.1程度と約2倍異なります。つまり、同じトルクで締めても、軸力が約2倍変わる可能性があります。
設計図面にトルク値だけ記載して、潤滑条件を指定しないと、現場での実際の軸力は設計値からかけ離れてしまいます。
実践的なトルク管理の解決策

解決策①:適切な工具の使い分けを設計に盛り込む
設計段階から、どの締結部にどの工具を使うべきかを明確にしましょう。重要締結部(強度計算を行った箇所)には、トルクレンチ使用を作業手順書に明記します。
トルクレンチにはいくつか種類があります。
- プリセット型:設定トルクに達するとクリックで知らせる。現場での使いやすさが高い。
- デジタル型:リアルタイムでトルク値を表示。検査・記録用途に最適。
- ビーム型:メーターでトルクを読み取る。精度は高いが、熟練が必要。
用途と精度要求に合わせて選定し、図面または作業手順書に工具の種類を指定することが重要です。
解決策②:ねじの表面処理・潤滑条件を明確に指定する
図面または仕様書に、以下を明記しましょう。
- ボルト・ナットの表面処理(例:三価クロメート、ダクロメット等)
- 潤滑の要否(例:「ねじ部・座面にモリブデングリス適量塗布」など)
- 使用回数の制限(リユーザブルかどうか)
「現場任せにしない」ことが、信頼性の高い設計の第一歩です。
解決策③:座金・スプリングワッシャーの正しい使用判断
緩み止め対策として安易にスプリングワッシャーを多用する設計者がいますが、実はスプリングワッシャーは振動環境下での緩み止め効果が限定的であることが研究で示されています。
振動の激しい環境(例:プレス機の周辺、エンジン周辺など)では、以下の対策を優先してください。
- ダブルナット(正しい締め付け順序で)
- ロックタイト等の嫌気性接着剤(強度と解体可能性に応じてグレードを選択)
- 金属座金(硬い平座金で座面の変形を防ぐ)
- フランジナットの採用
設計者が今日からできる具体アクション

アクション①:自分の設計に「締結仕様シート」を作る
設計図面に加えて、重要締結部の一覧表を作りましょう。項目は以下のとおりです。
- ボルト呼び径と強度区分(例:M12、強度区分10.9)
- 目標軸力(kN)
- 締め付けトルク(N・m)
- トルク係数(K値)と算出根拠
- 潤滑条件
- 締め付け順序・回数
- 使用工具
最初は大変に思えますが、一度作ってしまえばテンプレートとして使い回せます。私が若手の頃、このシートを作り始めてから、締結に関するトラブルがほぼゼロになりました。
アクション②:JIS B 1083「ねじの締付け通則」を読む
締結設計の基礎として必読の規格です。トルク法・回転角法・トルク勾配法など、様々な締め付け管理方法の根拠となる基準が記載されています。
アクション③:実際に軸力を測定してみる
研修や試作の機会があれば、ひずみゲージや超音波式軸力計でボルトの軸力を実測してみてください。自分が「普通に締めた」感覚と、実際の軸力のばらつきを体感することで、トルク管理の重要性が体に染み込みます。
「知識として知っている」と「手で体感している」は、設計者として全くの別物です。
アクション④:過去のトラブル事例を社内で収集する
自社や業界での締結トラブル事例を集め、自分の設計にフィードバックしましょう。トラブルの多くは「繰り返し起きる」パターンがあります。失敗から学ぶのが、最も速い成長への近道です。
まとめ:トルク管理は「設計者の責任」
今回のポイントをまとめます。
- ボルト締結の目的は「軸力の確保」であり、トルクはそのための手段
- インパクトレンチは構造上、トルク精度の保証が難しい——重要部位にはトルクレンチを指定する
- 締め付け順序・潤滑条件・表面処理は、図面や仕様書に明記する
- 緩み止め対策は環境に合わせて選択し、スプリングワッシャーに頼りすぎない
- 「締結仕様シート」を作り、設計の属人化を防ぐ
トルク管理は地味に見えて、機械の信頼性と安全性を左右する非常に重要な設計要素です。現場に「あとは頼んだ」と丸投げするのではなく、設計者自身がしっかりと仕様を定めることが、プロとしての責任です。
小さな気配りが、大きなトラブルを防ぎます。
機械設計のキャリアについて、もっと深く学びたい方、専門家に相談したい方は、ぜひ下のボタンから無料キャリア相談をご利用ください。設計技術だけでなく、キャリアの方向性についてもお気軽にご相談いただけます。