「NC旋盤やマシニングセンターがこれだけ普及したのに、なぜ今さら汎用旋盤を覚える必要があるの?」
あなたが今、そう感じているとしたら、それはとても自然な疑問です。設計の現場に入りたての頃、私自身も全く同じ疑問を持っていました。「デジタル化が進む時代に、アナログな汎用機を学ぶ意味はあるのか」と。
しかし、20年以上にわたって機械設計に携わってきた今、はっきりと言えます。汎用旋盤・汎用フライス盤は、NC機が普及した現代でも絶対に無くならない、現場に不可欠な存在です。
今回は、その理由を具体的な現場エピソードを交えながら7つのポイントで解説します。機械設計を学ぶ若いエンジニアの方や、製造業に転職を考えている方にとって、現場の実情を正確に理解するための一助となれば幸いです。
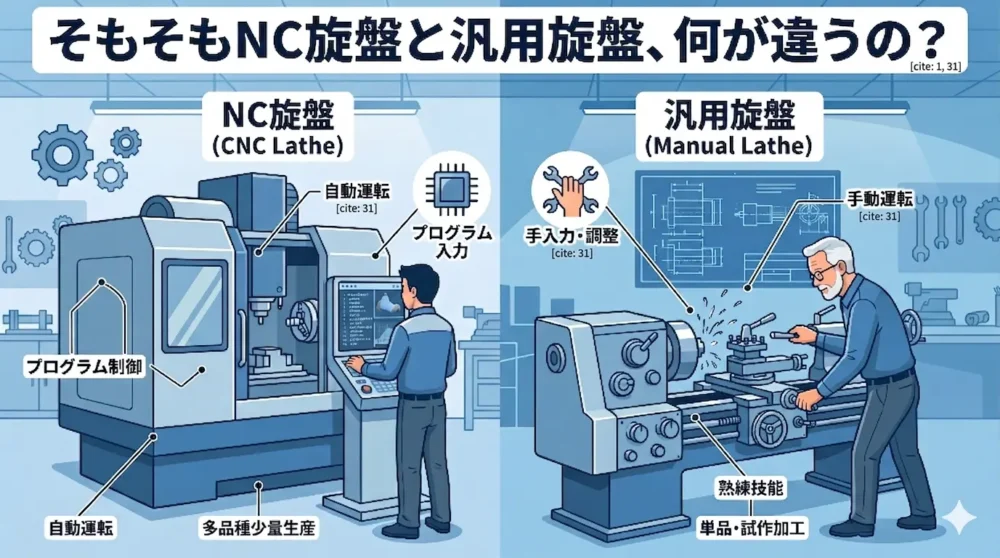
そもそもNC旋盤と汎用旋盤、何が違うの?
まず基本的な整理から始めましょう。
NC旋盤(数値制御旋盤)とは、コンピュータにプログラムを入力し、そのプログラム通りに自動で切削加工を行う工作機械です。「CNC旋盤」とも呼ばれます。一度プログラムを作成すれば、同じ形状の部品を何百個・何千個でも同じ精度で作り続けることができます。
汎用旋盤とは、作業者が手動でハンドルを回し、工具の送り量や切り込み量を直接操作しながら加工する、いわば「職人の手技」が要求される工作機械です。電気的な制御がなく、作業者のスキルと経験がそのまま加工精度に直結します。
一見すると、NC旋盤の方がすべての面で優れているように見えます。しかし実際の製造現場では、この二者は競合するのではなく、互いを補完する関係にあります。
理由① 試作・単品加工はNC機より汎用機の方が圧倒的に速い

私が最もよく経験するのが、この場面です。
設計部門から「明日までにこの形状の試作品が1個欲しい」という依頼が来ることがあります。NC旋盤でこれを行うには、まずCAM(コンピュータ支援製造)ソフトでNCプログラムを作成し、工具の段取りを行い、試し加工をして確認し…という手順が必要です。慣れた担当者でも、単純な形状であれば1〜2時間、複雑な形状なら半日以上かかることもあります。
一方、汎用旋盤であれば、熟練した作業者が図面を見ながら段取りし、直接加工を始めることができます。単純な丸棒の外径・内径加工であれば、30分もあれば完成品ができあがります。
「急ぎの試作1個」という状況では、汎用機の方が圧倒的にリードタイムが短いのです。これは開発スピードが命の試作段階では非常に大きなアドバンテージです。
理由② NC機のプログラムが組めない形状・素材の加工がある
NC機は万能ではありません。特に「形状が複雑すぎてプログラムを組みにくい」「素材が不安定で加工条件が安定しない」ケースでは、熟練作業者の感覚と即興対応が必要になります。
具体例として、私が過去に担当したプロジェクトで、特殊な熱処理後の高硬度鋼の加工がありました。材料のロットによって硬さにばらつきがあり、NCプログラム通りに送り量を固定してしまうと、刃先が欠けたり、寸法がずれたりする不具合が頻発しました。
結局、その仕事は汎用旋盤を使い、熟練作業者が切削音や切粉の状態を見ながら送り量をリアルタイムで調整することで解決しました。「材料と会話しながら加工する」という職人の感性は、現時点ではNCプログラムでは完全に代替できません。
理由③ NC機の故障・トラブル時のバックアップとして不可欠
製造現場でNC旋盤が故障した場合、どうなるでしょうか。
メーカーに修理を依頼すると、部品待ちも含めて数日〜数週間かかることが珍しくありません。その間、量産ラインが止まれば莫大な損失が発生します。
このような緊急事態に対して、汎用旋盤が1台あれば、最低限の生産を維持できる可能性があります。私が勤めていた工場では、まさにこのような事態が起きたことがありました。NC旋盤のコントローラが突然故障し、修理まで3日かかると言われた時、汎用旋盤を使って手加工で急ぎの部品を作り、客先への納期を何とか守ることができました。
汎用旋盤は「製造現場のリスクヘッジ」としての価値を持っています。この観点から、どんなに設備がデジタル化されても、汎用機は一定数保有し続ける工場が多いのです。
理由④ 修正・微調整加工はNCより手作業の方が向いている
製品の組み立て現場でよくあるのが「わずかに寸法が合わない」という事態です。設計図通りに作られた部品でも、組み立て時に微妙な干渉が生じることがあります。こういった場合、「0.05mmだけ削ってほしい」「この角をほんの少し面取りしてほしい」という微調整依頼が来ます。
このような修正加工は、NCプログラムをわざわざ組み直すより、汎用旋盤やフライス盤でさっと修正する方が圧倒的に効率的です。特に組み立てラインの現場では、作業者がその場で即座に対応できる汎用機の存在価値は計り知れません。
「融通が利く」という点で、汎用機の柔軟性はNC機には真似できません。
理由⑤ NC機のオペレーターには汎用機の知識が必要
これは多くの若手エンジニアが見落としがちな視点です。
NC旋盤のプログラムを正しく組むためには、切削の基礎知識が必要です。切削速度の計算方法、送り量と表面粗さの関係、工具選定の考え方、加工順序の設計…これらすべては、汎用旋盤で実際に手を動かして加工することで身につく知識です。
私が新人だった頃、最初の1年間は汎用旋盤のトレーニングだけをさせられました。当時は「なぜNC機を覚えさせてくれないのか」と不満を感じていましたが、今となっては、その経験があったからこそNCプログラムの意味を深く理解できるようになったと確信しています。
汎用旋盤は「切削加工の学校」です。NC機しか知らないオペレーターは、トラブルが起きた時に根本的な原因を理解できません。
理由⑥ 設備投資コストの問題
現実的な経済的観点も見逃せません。
NC旋盤・マシニングセンターは高額な設備です。小型のCNC旋盤でも500万〜1,000万円程度、高機能なマシニングセンターになると3,000万〜1億円以上する場合もあります。さらに、CAD/CAMソフトのライセンス料、メンテナンスコスト、専門オペレーターの育成コストも必要です。
一方、中古の汎用旋盤であれば、状態の良いものが50万〜200万円程度で入手できます。地方の中小製造業では、このコスト差は決定的です。汎用機1台で年間100件の試作・修正加工をこなしている工場は全国に無数にあります。
すべての企業がNC機に全面移行できるわけではない、という経営的現実が汎用機の需要を支えています。
理由⑦ 技能伝承と人材育成の観点
最後に、日本のものづくり産業の視点から見た理由を挙げます。
汎用旋盤を操作できる熟練技能者は、年々減少しています。彼らが持つ「感覚知」——切削音で工具の状態を判断する、切粉の形状で加工条件を読む、手の感触で送り量を調整する——は、言語化が難しく、直接的な経験を通じてしか伝えられません。
この技能は、単に旋盤を操作する技術にとどまらず、材料・工具・切削条件・機械剛性という加工の四要素を体感的に理解することにつながります。そしてこの体感的理解こそが、優秀な機械設計者を育てる土台になります。
設計者が加工の感覚を知っているかどうかは、図面の品質に大きく影響します。「加工できない設計」「コストが跳ね上がる設計」をしてしまうエンジニアの多くは、この現場感覚が不足しています。
汎用旋盤を学ぶことは、より優れた機械設計者になるための最短ルートのひとつです。
まとめ:NC機と汎用機は「競合」ではなく「補完関係」
ここまでの内容を整理します。
- 試作・単品加工のスピードは汎用機が優る
- 不安定素材・特殊加工には職人の感性が必要
- NC機の故障時のバックアップとして機能する
- 微調整・修正加工は汎用機の方が効率的
- NC機オペレーターにも汎用機の知識は必須
- 設備投資コストの現実がある
- 技能伝承・人材育成の観点で価値がある
NC旋盤・マシニングセンターは、確かに生産性において汎用機を大幅に上回ります。しかしそれは「量産」という特定の局面においての話です。試作、修正、緊急対応、コスト制約、人材育成——これらの観点では、汎用機はいまだに代替不可能な存在です。
若い機械設計エンジニアの方には、ぜひ「汎用機を学ぶ必要があるか」という問いの立て方を変えてほしいと思います。正しい問いは「汎用機を学ぶことで、自分はどんな設計者になれるか」です。
現場を知る設計者は強い。その第一歩として、汎用旋盤に触れてみることを、私は強くお勧めします。
機械設計のキャリアに悩んでいる方へ
「汎用機もNC機も学びたいけど、どこから始めればいい?」「機械設計のスキルを体系的に身につけたい」「現場経験がないまま設計職に就けるか不安」——こうした悩みをお持ちの方に、個別のキャリア相談を無料で提供しています。
20年以上の機械設計経験と、数多くの若手エンジニアのキャリア支援の実績をもとに、あなたの状況に合わせた具体的なアドバイスをお伝えします。
▼ 無料キャリア相談はこちら
まずはお気軽にお問い合わせください。あなたのものづくりキャリアを全力でサポートします。