「マイクロメーターって、どうやって作るの?」あなたも一度は疑問に思ったはず
「マイクロメーターって、精度0.001mmまで測れるって聞いたけど、そもそも誰がどうやって作るの?」
機械設計を始めたばかりの頃、私もまったく同じことを思いました。精度を測る道具なのに、その道具自体がどうやって精度を出しているのか――考え始めると頭がこんがらがりますよね。
実は、マイクロメーターの製造と原理を深く理解することは、単なる「測定器の使い方」を超えて、機械設計の核心にある「精度とは何か」を理解することにつながります。
この記事では、Yahoo知恵袋にも寄せられた「マイクロメーターはどうやって作られているのか?」という疑問に正面から答えながら、機械設計者として知っておくべき精度測定の基礎をお伝えします。
マイクロメーターの測定原理:すべては「ねじ」の精度から始まる
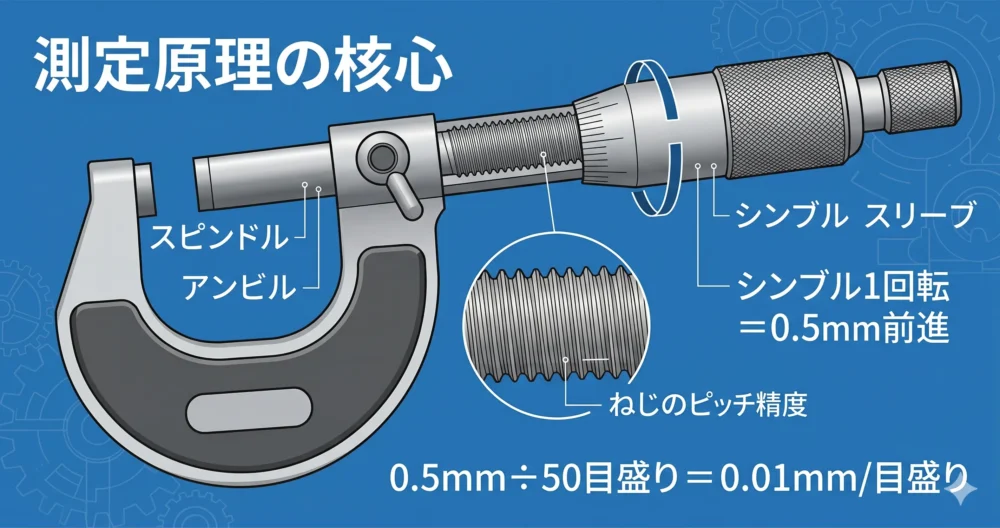
マイクロメーターは一見するとシンプルな道具ですが、その測定原理は機械工学の粋を集めたものです。
マイクロメーターの心臓部は「マイクロメーターねじ」と呼ばれる精密ねじです。通常のマイクロメーターではピッチ(ねじの山と山の間隔)が0.5mmに設定されており、シンブル(回転部)を1回転させると、スピンドルが0.5mm前進または後退します。
シンブルの外周には50等分の目盛りが刻まれており、1目盛りは0.5mm ÷ 50 = 0.01mmに相当します。さらにデジタル式やバーニア式では0.001mmまで読み取れる仕組みになっています。
「精度を生み出すのはねじのピッチ精度だ」――これが設計者として絶対に理解しておくべき基本です。
私自身、入社2年目のとき、ある部品の公差検討でマイクロメーターの読み方を間違えて図面を提出してしまったことがあります。ゼロ点調整を怠っていたために0.02mmのズレが生じており、先輩設計者に「測定器は使う前に必ず校正しろ」と厳しく指導されました。あのときの経験が、今でも私の精度管理への姿勢の根幹になっています。
マイクロメーターはどうやって作られているのか?「精度を作る精度」の世界
「精度を測る道具の精度は、誰が保証するのか?」これは計測の哲学とも言える問いです。
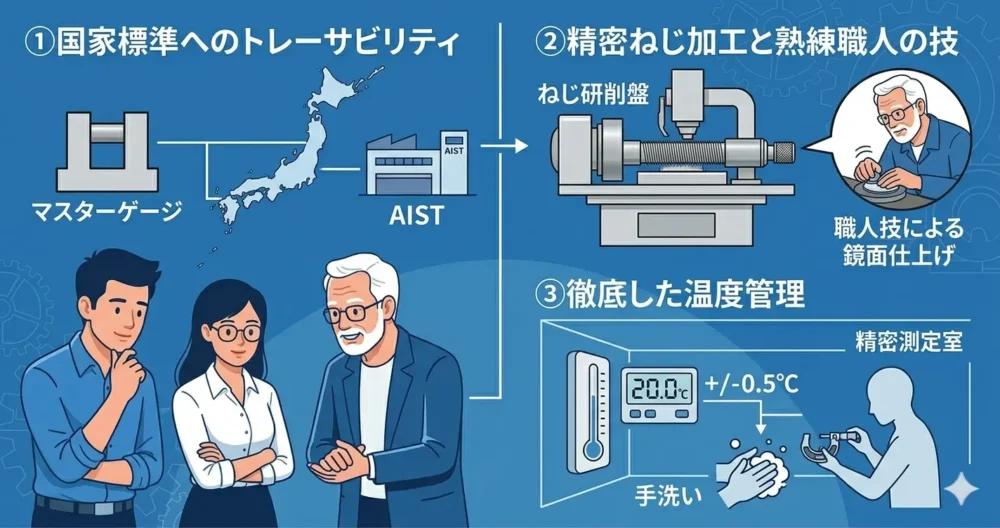
(1)マスターゲージとトレーサビリティ
マイクロメーターの製造では、「国家標準へのトレーサビリティ」という概念が重要です。日本では産業技術総合研究所(AIST)が国家計量標準を管理しており、工場で使われる測定器はすべてこの標準につながれた校正された測定器で検査されます。いわば「測定の証明書」の連鎖が存在するのです。
(2)ねじ研削とラップ仕上げ
マイクロメーターのスピンドルとシンブルのねじは、ねじ研削盤で高精度に加工されます。通常のねじ切り旋盤の精度では不十分で、専用の精密研削砥石を使い、ピッチ誤差を数μm(マイクロメートル)以内に抑えます。
さらに、接触面には「ラッピング」と呼ばれる超精密仕上げ工程が施されます。砥粒を含む研磨剤で平面を摺り合わせ、鏡面に近い面粗度を実現します。この工程は今でも熟練した職人の手作業が欠かせない部分が残っており、昭和の時代から変わらない「職人技」が生きています。
(3)熱膨張対策:温度管理の重要性
精密測定において最大の敵のひとつが熱膨張です。鉄鋼の線膨張係数は約11.7×10⁻⁶/℃で、温度が1℃変化すると100mmの部品が約0.0012mm変化します。
JIS規格では精密測定の基準温度は20℃と定められており、精密測定室では空調管理が徹底されています。私が以前勤務した工場では、測定室の温度管理が±0.5℃以内に保たれており、作業者は入室前に手を洗い、体温による熱影響を最小限にするよう指導されていました。
なぜ初心者設計者はマイクロメーターでミスをするのか?3つの根本原因
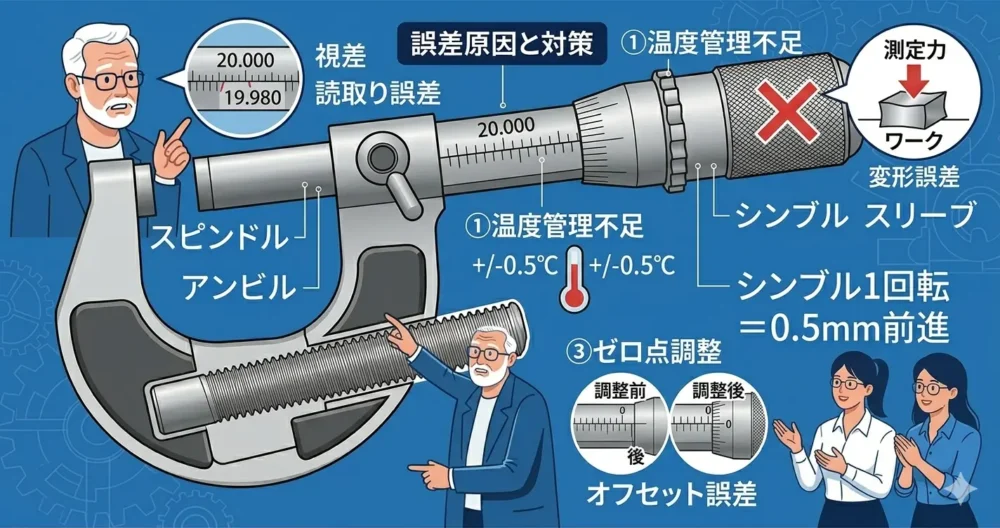
原因①:ゼロ点調整(キャリブレーション)の軽視
マイクロメーターを使う前には必ずゼロ点確認が必要です。アンビル(固定側)とスピンドル(可動側)を接触させたとき、シンブルの基線がスリーブの「0」に一致しているかを確認します。ズレがあれば付属のスパナで調整します。
特に共用の測定器は落下や誤操作でゼロ点がズレていることが多く、確認せずに使うと全測定値にオフセット誤差が乗ります。「使う前の1分が、設計ミスを防ぐ1時間を生む」のです。
原因②:測定力(接触圧)のバラつき
マイクロメーターにはラチェットストップ(またはフリクションシンブル)という機構がついています。これは一定の力以上になるとシンブルが空回りする仕組みで、測定者による接触圧のバラつきを防ぐためのものです。
慌てているときや、急いで測定しようとすると、このラチェットを使わずに直接シンブルを締めてしまう初心者が多いです。その結果、測定値が実際より小さく出てしまい、合格品を不合格と判定したり、その逆の誤りを犯すことになります。
原因③:視差(パラックスエラー)による読み取りミス
アナログ式マイクロメーターでは、目盛りを斜めから読むと視差が生じ、正しい値が読み取れません。目盛りの真正面から読むことが基本ですが、測定器の向きや照明によっては難しい場合もあります。
デジタル式マイクロメーターはこの問題を解消しますが、電池切れや電気ノイズによる誤作動リスクもあるため、アナログ式の読み方も習得しておくことが重要です。
4. 機械設計者のためのマイクロメーター実践活用術
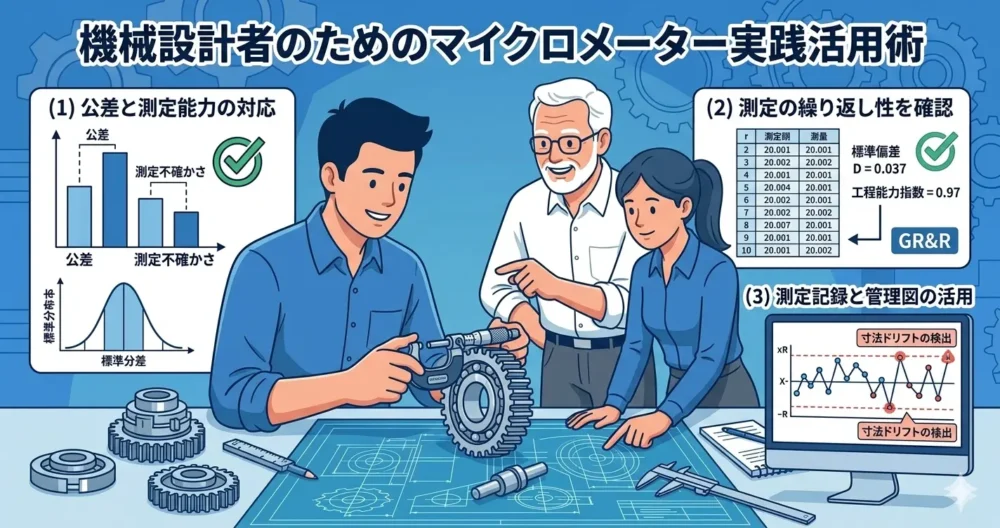
(1)公差と測定能力の対応を理解する
機械設計における公差設定では、「測定できない公差は設計してはいけない」という大原則があります。一般的なアウトサイドマイクロメーターの分解能は0.001mm(1μm)ですが、測定不確かさを考慮すると信頼できる精度は±0.002〜±0.005mm程度です。
IT6公差やIT7公差の部品を検査する場合、マイクロメーターは適切な測定器といえますが、IT4やIT5クラスの超精密部品には空気マイクロメーターや真円度測定機が必要になります。図面に公差を書く際は、その公差が実際に測定できるかどうかを常に念頭に置きましょう。

(2)測定の繰り返し性(再現性)を確認する
同一箇所を5〜10回測定してバラつきを確認するのが精密測定の基本です。バラつきの標準偏差(σ)が公差の10分の1以下であれば、その測定器・測定方法は適切と判断できます(GR&R分析の基本的な考え方)。
私自身、新しい測定工程を立ち上げる際には必ず測定システム解析(MSA)を実施し、測定器のバラつきが工程バラつきの支配的な要因になっていないかを確認するようにしています。
(3)測定記録と管理図の活用
量産品の検査では、測定値を記録して管理図(コントロールチャート)を作成することで、工程の安定性を監視できます。マイクロメーターによる外径測定値をX-R管理図でモニタリングすることで、工具摩耗や熱変位による寸法ドリフトを早期に検出し、不良品の流出を防げます。
具体的なアクション:今日からできる精度管理の第一歩
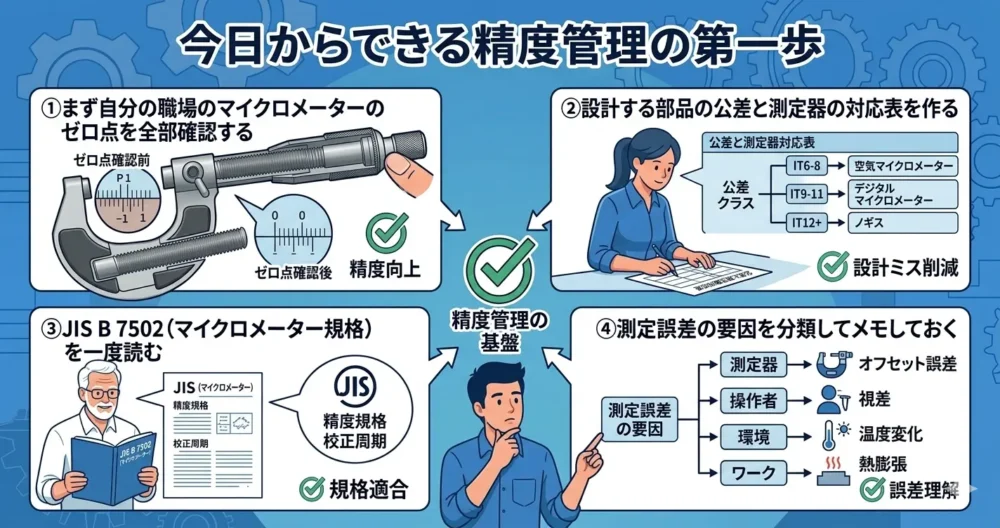
アクション①:まず自分の職場のマイクロメーターのゼロ点を全部確認する
今日、職場にある全てのマイクロメーターのゼロ点を確認してみてください。おそらく1つや2つはズレているはずです。これだけで、明日から測定精度が確実に上がります。
アクション②:設計する部品の公差と測定器の対応表を作る
自分が担当する部品の公差一覧と、それを測定する測定器の対応表を作りましょう。「この公差はマイクロメーターで測れるか?ノギスで十分か?それとも三次元測定機が必要か?」を整理するだけで、検査工程の信頼性が大幅に向上します。
アクション③:JIS B 7502(マイクロメーター規格)を一度読む
マイクロメーターのJIS規格を一読することをお勧めします。難しそうに感じるかもしれませんが、測定器の精度規格や校正周期の考え方が整理されており、設計者として知っておくべき基礎知識が凝縮されています。
アクション④:測定誤差の要因を分類してメモしておく
測定誤差の要因は大きく「測定器誤差」「操作者誤差」「環境誤差」「ワーク誤差」の4つに分類できます。自分の測定作業でどの誤差が支配的かを考えることで、改善の優先順位が明確になります。
まとめ:マイクロメーターを理解することは、設計者として一段成長すること
マイクロメーターは「ただの測定器」ではありません。精密なねじ機構、トレーサビリティの連鎖、熱膨張管理、職人の技術――機械工学のエッセンスが詰め込まれた精密機器です。
この道具の原理と正しい使い方を理解することは、設計者としての「精度への感度」を高めることにつながります。公差をただ数字として書くのではなく、「これは本当に実現できる精度か?測定できるか?」という問いを常に持つ設計者こそが、現場から信頼される真のエンジニアです。
私自身、20年以上の設計経験の中で、測定と精度管理への理解がキャリアの節目ごとに重要な役割を果たしてきました。測定を軽視していた若手時代の失敗、精度管理の重要性を実感してからの成長――その経験を、あなたにも活かしてほしいと思います。
もし「精度設計」「測定技術」「機械設計のキャリア」についてもっと深く学びたい、または転職・スキルアップを考えているなら、まずは無料相談から始めてみてください。
▶ 無料キャリア相談はこちら