「板厚3.2mmで曲げようとしたら、フランジが短すぎてベンダーに掴めなかった……」
これ、私が設計キャリアの初期に実際にやらかした失敗です。加工業者から「この寸法では曲げられない」と言われて図面を作り直した経験は、今でも鮮明に覚えています。
板金加工の設計をしていると、必ずぶつかるのが「最小フランジ寸法はどのくらいにすればいいのか」という壁です。特に板厚3.2mmや4.5mmといった厚めの材料を使うとき、この問題は顕著になります。
この記事では、20年以上機械設計に携わってきた経験をもとに、最小フランジ寸法の求め方と、設計段階で加工ミスを防ぐための実践的な考え方をわかりやすく解説します。
問題の本質:「なんとなく」で設計していませんか?

多くの初心者設計者が最小フランジ寸法を決める際、「以前の図面を参考にした」「なんとなく板厚の3倍にした」という曖昧な基準で進めてしまいます。
実は、最小フランジ寸法はベンダー金型(パンチとダイ)の構造に直接関係しています。
ベンダー加工(プレスブレーキ加工)では、板材をダイ(V字型の受け型)に乗せてパンチで押し曲げます。このとき、板がダイの上にしっかり乗っていないと材料が滑ってしまい、正確な曲げができません。だからこそ、フランジの長さはダイのV幅(Vダイ幅)に依存するのです。
問題の本質は「金型の構造を理解せずに寸法を決めていること」にあります。この理解がないと、加工業者ごとに最小寸法が変わる理由もわかりません。
なぜ「最小フランジ寸法」がわからなくなる3つの原因
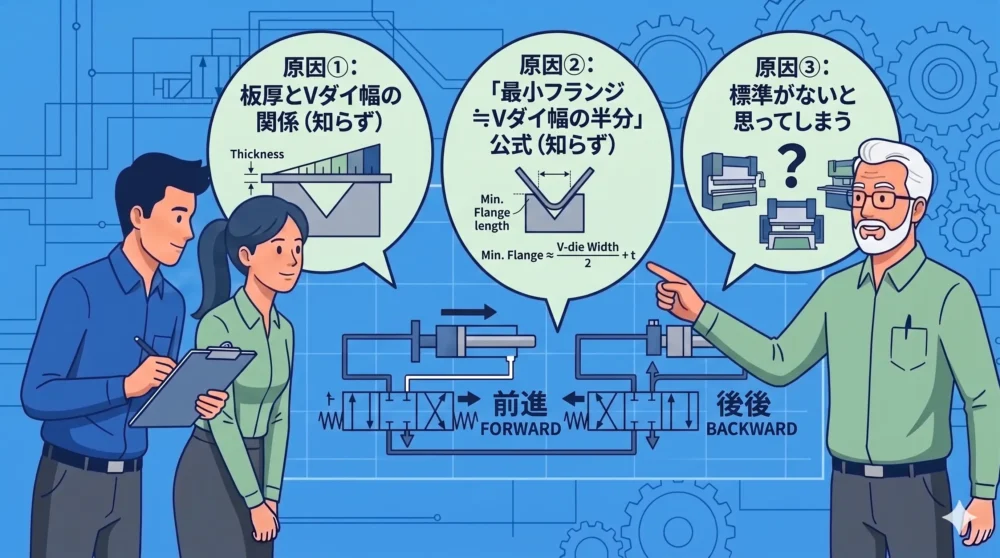
原因①:板厚とVダイ幅の関係を知らない
ベンダー加工で使うVダイの幅は、板厚に応じて変わります。一般的に、Vダイ幅 = 板厚 × 6〜8倍という目安があります。
- 板厚1.0mm → Vダイ幅 約6〜8mm
- 板厚2.3mm → Vダイ幅 約14〜18mm
- 板厚3.2mm → Vダイ幅 約19〜26mm
- 板厚4.5mm → Vダイ幅 約27〜36mm
この関係を知らないと、なぜ厚い板ほど最小フランジが長くなるのか理解できません。私自身も、入社2年目に板厚3.2mmの部品で「フランジ12mm」という図面を出して加工不可を食らったことがあります。
原因②:「最小フランジ ≒ Vダイ幅の半分」という公式を知らない
最小フランジ寸法の基本公式は次の通りです:
最小フランジ寸法(概算)= Vダイ幅 ÷ 2 + 板厚
例えば板厚3.2mm、Vダイ幅24mmの場合:
最小フランジ = 24 ÷ 2 + 3.2 = 12 + 3.2 = 約15mm
これはあくまで概算ですが、設計段階でのチェックに使えます。加工業者に問い合わせる際の基準としても有効です。
原因③:ベンダー機械や金型の種類が多く「標準」がないと思ってしまう
「ベンダー機械によって違う」という話を聞くと、「じゃあ決め方がないんだ」と諦めてしまう方がいます。確かに機械によって金型の種類は異なりますが、板厚ごとの標準Vダイ幅には業界的な慣習があります。
多くの加工業者は「板厚×6〜8倍のVダイ幅を使う」というルールを持っています。発注先に「板厚3.2mmの標準Vダイ幅を教えてください」と聞くだけで、最小フランジ寸法は計算できます。聞きにくいと思わないでください。加工業者は設計者からのこういった質問を歓迎しています。
実践的な解決方法:最小フランジ寸法の求め方
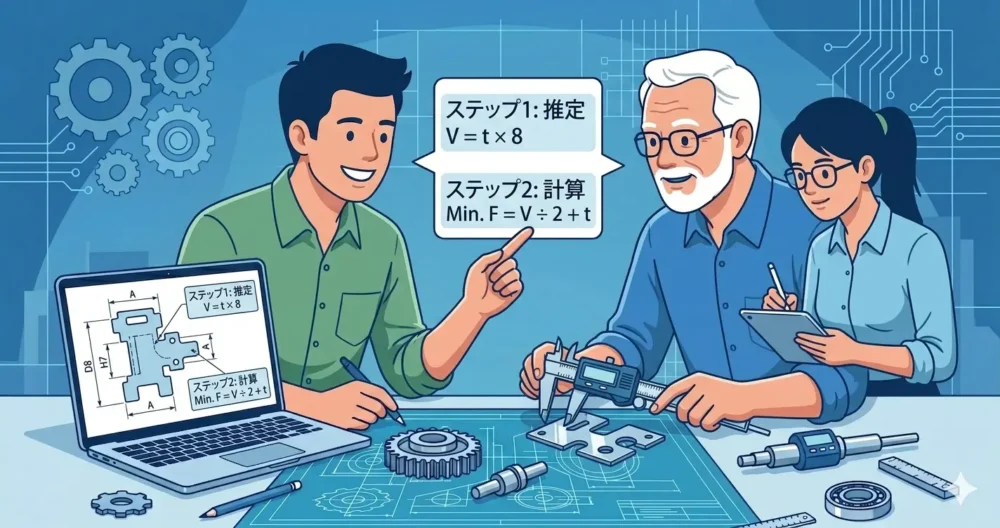
ステップ1:板厚からVダイ幅を推定する
まず、加工する板厚からVダイ幅を推定します。安全マージンを見て板厚 × 8倍を目安にするとよいでしょう。
- 板厚3.2mm → Vダイ幅の目安:3.2 × 8 = 25.6mm(約26mm)
- 板厚4.5mm → Vダイ幅の目安:4.5 × 8 = 36mm
ステップ2:最小フランジ寸法を計算する
Vダイ幅が決まったら、最小フランジを計算します。
板厚3.2mm(Vダイ幅26mm)の場合:26 ÷ 2 + 3.2 = 約16mm
板厚4.5mm(Vダイ幅36mm)の場合:36 ÷ 2 + 4.5 = 約22.5mm(≒23mm)
ステップ3:設計値に安全マージンを加える
計算値に2〜3mmのマージンを加えて設計するのがプロの習慣です。
私が設計現場でよく使う経験則はこうです:「板厚3.2mmなら最小フランジは18〜20mm以上、板厚4.5mmなら25mm以上を確保すれば加工業者に怒られることはない」。
ステップ4:加工業者に確認する
設計が進んだ段階で、発注先の加工業者に「板厚○○mmでの最小フランジ寸法を確認したい」と連絡しましょう。加工業者ごとに保有する金型が異なるため、最終的な確認は必須です。
私自身も20年以上設計をしていますが、今でも新しい加工業者に仕事を出す際は、必ず加工能力表(曲げ最小フランジ一覧)を取り寄せます。これはプロとして当然のプロセスです。
設計精度を上げる3つの具体アクション

アクション①:加工業者の「曲げ能力表」を入手して保管する
多くの板金加工業者は、問い合わせれば「板厚別・最小フランジ寸法一覧」を提供しています。これを入手してExcelや社内Wikiに保存しましょう。設計のたびに確認できる環境を作ることが大切です。
アクション②:社内設計標準に「板厚別最小フランジ寸法」を追加する
もし社内に板金設計の標準がない場合は、自分で作る機会です。「板厚1.0mm → 最小フランジ8mm、板厚2.3mm → 最小フランジ14mm、板厚3.2mm → 最小フランジ20mm……」という表を作っておくと、後輩が同じミスをせずに済みます。
アクション③:3DモデルでKファクターを正しく設定する
フランジ寸法だけでなく、曲げた後の展開長(ブランク寸法)も正確に計算する必要があります。CADの板金機能を使えば自動計算できますが、計算に使う「Kファクター」(中立面の位置を示す係数)を板厚・材料ごとに適切に設定することが重要です。
私が新人の頃は、展開長の計算ミスで部品が組み付かないという問題を何度も起こしました。Kファクターの理解は、設計精度を大きく左右します。材料がSPCCなら0.33〜0.35、SUS304なら0.38〜0.40が目安です。
まとめ:加工知識が設計品質を決める

板金曲げ加工における最小フランジ寸法の要点をおさらいします:
- 最小フランジはVダイ幅によって決まる(板厚×6〜8倍がVダイ幅の目安)
- 最小フランジ = Vダイ幅 ÷ 2 + 板厚 で概算できる
- 板厚3.2mmなら約18〜20mm以上、板厚4.5mmなら約25mm以上が安全ライン
- 加工業者の能力表を入手して、設計の基準にする
加工知識のない設計は、コストと時間のムダ遣いになります。
板金設計に限らず、機械設計では「加工現場を知っている設計者」と「図面しか見ていない設計者」では、アウトプットの品質がまったく違います。現場の声を聞き、加工業者との対話を大切にしてください。
「もっと体系的に機械設計スキルを身につけたい」「キャリアの方向性に迷っている」という方は、ぜひ無料キャリア相談をご活用ください。20年以上の経験を持つエンジニアが、あなたの悩みに寄り添います。