「段取りで一日が終わってしまう…」その悩み、よくわかります
多品種少量生産の板金現場で、毎日のようにベンダー(プレスブレーキ)の金型交換をしていると、「気づけば段取りだけで半日が過ぎていた」という経験はありませんか?
私自身も、機械設計エンジニアとして20年以上、さまざまな板金加工の現場に携わってきました。その中で何度も目にしてきたのが、段取りの非効率が現場全体の生産性を大きく下げているという現実です。
段取りが長くなれば、当然加工時間が減ります。納期は厳しくなり、残業が増え、現場のモチベーションも下がります。「何とかしたいけど、どこから手をつければいいのかわからない」——そう感じているあなたに、この記事は書きました。
問題の本質:段取りは「作業」ではなく「設計」の問題
ベンダーの段取り時間が長くなる問題を、多くの現場では「作業者のスキル不足」や「熟練者頼み」として捉えがちです。しかし、本当の問題は段取りの「設計」ができていないことにあります。
熟練者が退職すると途端に段取りが遅くなる——そういった現場をいくつも見てきました。これは個人のスキルに依存した段取りが、標準化・システム化されていないことが根本原因です。段取りを改善するには、作業者を鍛えるのではなく、段取りの仕組み自体を見直す必要があります。
なぜ段取りに時間がかかるのか?3つの根本原因
原因① 金型の整理・管理ができていない
「どの金型がどこにあるかわからない」「探すだけで10分かかる」——これは板金現場でよく聞く話です。金型が整理されていないと、段取りを始める前から時間を無駄にしてしまいます。金型の「置き場所が決まっていない」ことが、最初の時間ロスを生んでいます。
原因② 段取り手順が標準化されていない
熟練者によって段取りの手順がバラバラだと、品質のばらつきや時間のロスが生じます。「Aさんのやり方」「Bさんのやり方」が混在していると、引き継ぎもできません。標準手順書(作業標準)がなければ、毎回「思い出しながら」段取りをすることになります。
原因③ 段取り替えのタイミングが最適化されていない
多品種少量生産では、どの製品をどの順番で加工するかによって、段取り回数や時間が大きく変わります。似たような折り曲げ形状の製品をまとめて加工すれば、金型交換の回数を減らすことができます。生産順序の計画が段取り時間に直結しているのに、その視点が抜けている現場は少なくありません。
解決方法:段取りを「仕組み」で短縮する5つのアプローチ
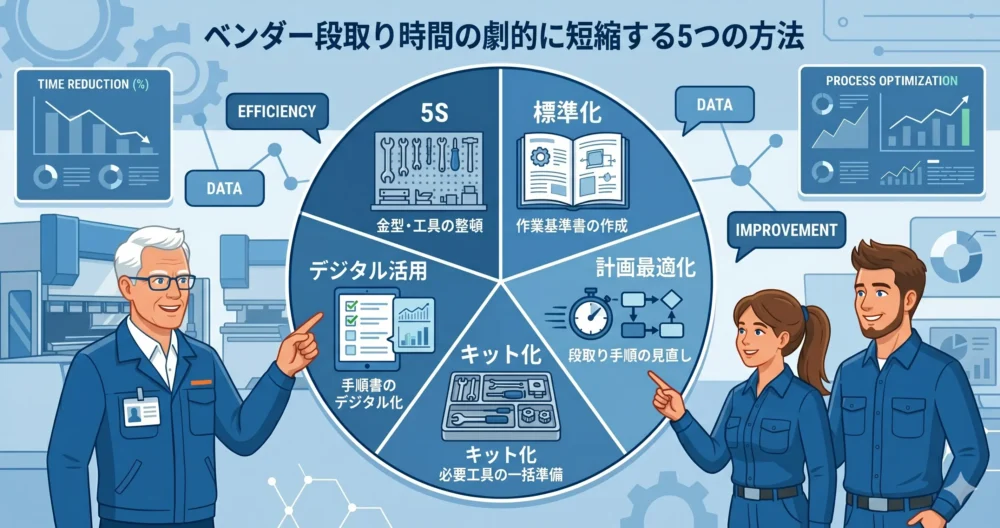
方法① 金型の5S(整理・整頓・清掃・清潔・躾)を徹底する
まず取り組むべきは、金型の5Sです。使う金型を種類・サイズ別に分類し、定位置を決めて管理します。金型棚に番号を振り、「金型番号→棚番号」の対応表を作ると、誰でも素早く金型を取り出せるようになります。
私が関わったある板金工場では、金型棚を整理して番号管理を導入したところ、金型探しの時間がゼロになり、段取り時間が平均15〜20分短縮されました。
方法② 段取り手順の標準化と見える化
熟練者の段取り手順を観察・記録し、最も効率的な手順を標準として文書化します。「どの金型を・どの順番で・どう取り付けるか」を写真や動画を使って見える化すると、誰でも同じレベルで段取りができるようになります。
手順書は「難しい言葉を使わない」「写真で見てわかる」がポイントです。A4一枚に収めた視覚的な手順書が、現場での定着を促します。
方法③ 類似品目をまとめた加工順序計画
折り曲げ形状(V幅、角度、材質)が似ている製品をグループ化し、まとめて加工する計画を立てます。これにより、金型交換の回数を最小限に抑えることができます。加工順序の工夫だけで、段取り回数を半分以下にできた事例もあります。受注情報を確認しながら、週単位で加工順序を計画してみましょう。
方法④ 段取り部品のキット化・外段取り化
次の加工に使う金型や治具、設定値をあらかじめセットして「段取りキット」として準備しておきます。加工中に次の段取りを並行して準備できれば、切り替え時間を大幅に短縮できます。これはトヨタ生産方式でいう「外段取り化」の考え方です。機械を止めている時間(内段取り)を限りなく短くし、機械が動いている間に段取り準備(外段取り)を進めることが基本です。
方法⑤ デジタルツールの活用(バックゲージ自動設定・折り曲げシミュレーション)
最新のプレスブレーキにはNC制御によるバックゲージ自動設定機能があります。また、折り曲げシミュレーションソフトを使えば、金型選定や設定値の事前検討ができます。デジタルツールをうまく活用することで、試し曲げの回数を減らし、一発で寸法を出す精度を高めることができます。ソフトウェアへの投資は、段取り時間の削減という形で確実に回収できます。
具体アクション:今日から始められる改善ステップ

ステップ1:段取り時間の現状把握(1週間)
まず、現在の段取り時間を記録します。「どの製品の段取りに何分かかっているか」を1週間分計測・記録してください。データがなければ、どこを改善すべきかわかりません。現状を「見える化」することが改善の第一歩です。
ステップ2:金型棚の整理と番号管理の導入(1〜2日)
金型を種類別に分類し、棚に番号を振ります。対応表(金型リスト)をExcelで作成し、棚の近くに貼り出します。これだけで「金型探し」の時間を大幅に削減できます。全員が同じ場所に戻す習慣をつけることも大切です。
ステップ3:ベスト段取り手順を1枚のシートにまとめる(1〜2週間)
熟練者のやり方を観察・ヒアリングして、最も効率的な段取り手順をA4一枚の手順書にまとめます。写真を使って視覚的にわかりやすくするのがポイントです。完成したら現場全員に共有し、実際に使ってもらいながらフィードバックをもらいましょう。
ステップ4:加工順序計画の見直し(月次・週次)
月次または週次の生産計画を立てる際に、折り曲げ形状の類似性を考慮した加工順序を組み込みます。担当者と現場リーダーが協力して、毎月少しずつ改善を重ねましょう。最初から完璧を目指さず、「今週は1回だけ減らす」くらいの小さな目標から始めると続きやすいです。
ステップ5:改善効果の測定と横展開
改善前と改善後の段取り時間を比較し、効果を数値で確認します。うまくいった改善は他のベンダーや他の工程にも横展開しましょう。「数字で見える改善」が現場のモチベーションを高め、さらなる改善を生む好循環を作ります。月次のミーティングで改善事例を共有する場を作ると効果的です。
まとめ:段取り改善は「仕組みづくり」から始まる
ベンダーの段取り時間短縮は、個人の頑張りではなく、仕組みを変えることでしか実現できません。金型の5S、手順の標準化、加工順序の最適化、外段取り化、デジタルツールの活用——この5つのアプローチを組み合わせることで、段取り時間を大幅に短縮できます。
私自身も、かつて段取りに追われ続ける現場を何度も経験しました。しかし、仕組みを変えることで「段取りが苦痛ではなくなる」現場に変わっていくのを目の当たりにしてきました。あなたの現場でも、今日からできることが必ずあります。
段取り改善を進める中で、「自分のキャリアをさらに伸ばしたい」「現場改善のプロとして活躍したい」という想いが生まれたら、ぜひ一度プロのキャリアアドバイザーに相談してみてください。