「なぜこの溶接、現場で断られるんだろう?」──そのモヤモヤ、よくわかります
設計した図面を現場に持っていったら「この溶接指示じゃできないよ」と言われた。あるいは、溶接後に検査で欠陥が出て、どこが問題だったのかわからない──そんな経験、ありませんか?
私も設計者1年目のとき、「溶接なんて現場がやってくれるから大丈夫」と甘く考えていました。でも実際は、設計者が溶接の基礎を知らないことで、コストが膨らみ、品質問題が起き、現場との関係がギクシャクするのです。
この記事では、20年以上の機械設計経験をもとに、初心者設計者が溶接設計でよくつまずくポイントと、その具体的な解決策をお伝えします。
問題の本質:「溶接は現場任せ」という設計者の思い込み

多くの初心者設計者が「溶接は現場の技術者に任せればいい」と考えています。もちろん、溶接技術そのものは現場のプロに任せるべきです。しかし、「どこに、どんな溶接を、どのサイズで指示するか」は設計者の責任です。
溶接の指示が不適切だと次のような問題が起きます:
- 溶接できない姿勢や位置を指示してしまう(施工不可)
- 強度不足で製品が破損する
- 必要以上に大きな溶接を指示してコストが跳ね上がる
- 溶接変形で寸法精度が出ない
溶接設計の失敗は、図面を書いた設計者の問題です。この認識を持つことが、すべての出発点になります。
初心者設計者が陥る3つの失敗原因
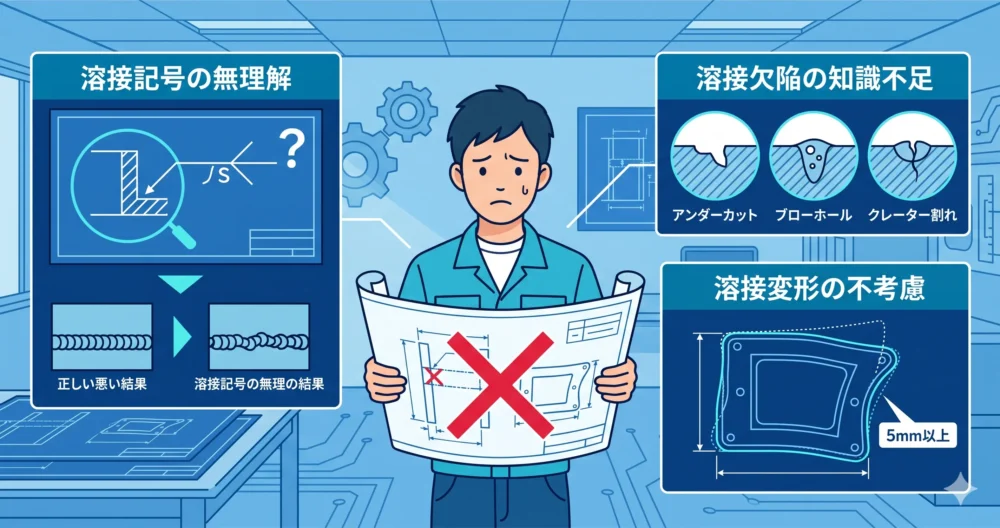
原因① 溶接記号を正しく理解していない
JIS規格の溶接記号は、図面上で溶接の種類・サイズ・位置を伝える「言語」です。しかし、この記号を曖昧に使っている設計者は非常に多いです。
私自身も1年目のころ、すみ肉溶接のサイズ(脚長)を記入せずに「現場がわかるだろう」と思っていたことがあります。結果、現場判断でサイズがバラバラになり、強度計算が根底から崩れた経験があります。
溶接記号を正しく書けない設計者は、現場から信頼されません。
原因② 溶接欠陥の種類と原因を知らない
溶接欠陥にはいくつかの種類があります:
- ブローホール(気孔):溶接金属内にガスが閉じ込められた穴。水分・油・さびが主な原因です。
- アンダーカット:溶接ビード端部の母材が溶けてえぐれた状態。電流過多や溶接速度不足が原因です。
- クレーター割れ:ビードの終端部に生じる割れ。終端処理の不良が原因です。
- 融合不良:母材とビードが十分に溶け合っていない状態。電流不足や溶接速度過多が原因です。
設計者がこれらの欠陥を知らないと、品質問題が起きたときに原因分析ができません。「なぜ欠陥が出たか」を現場と一緒に考えられる設計者が、本当に強い設計者です。
原因③ 溶接変形を考慮していない設計
溶接は高熱を局部的に加えるプロセスです。当然、冷却時に収縮し、部材が変形します。この「溶接変形」を考慮しない設計は、精度不良・組み立て不能などの問題を引き起こします。
特に薄板構造物や長尺物では変形が顕著です。私が担当したある搬送フレームの設計では、溶接変形を考慮せず、組み立て後に水平度が5mm以上ずれてしまい、後から歪み取りのコストが大幅にかかってしまいました。
溶接変形は「設計段階」でコントロールするものです。あとから修正すると工数もコストも何倍にも膨れ上がります。
解決方法:設計者が押さえるべき溶接設計の基礎
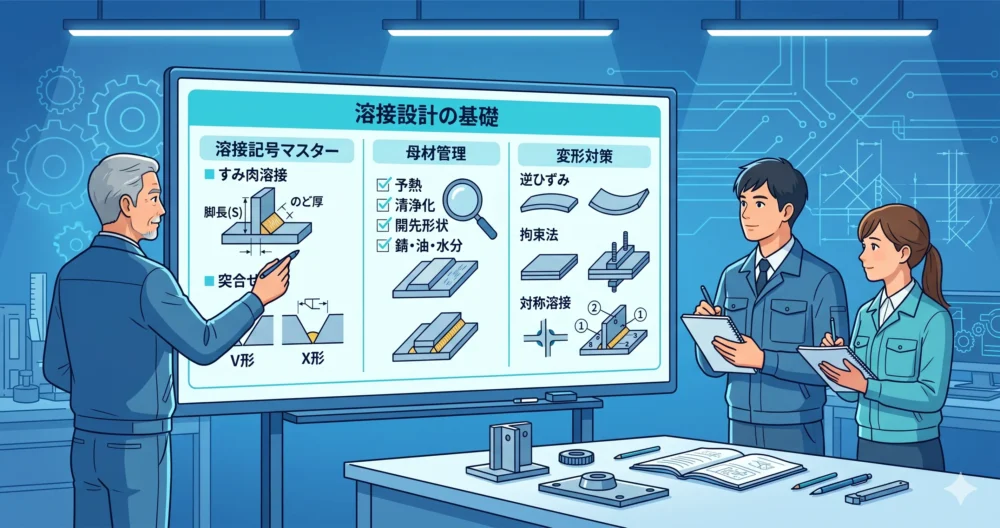
【解決策1】溶接記号をマスターする
まずJIS Z 3021「溶接記号」を手元に置き、最低限以下の記号を覚えましょう:
- すみ肉溶接(フィレット溶接):最もよく使う。脚長(S)とのど厚の関係を理解する
- 突合せ溶接(グルーブ溶接):板厚に応じた開先形状(V形・X形など)を選ぶ
- 全周溶接・現場溶接の記号:実際の施工条件を記号で伝える
すみ肉溶接の強度計算の基本:許容せん断応力 × のど断面積 ≥ 作用荷重
のど厚 = 脚長 × 0.707(45度の等脚すみ肉の場合)という公式は必ず覚えておきましょう。たとえば脚長6mmのすみ肉溶接のど厚は 6 × 0.707 ≒ 4.2mm です。
【解決策2】溶接前の母材管理を設計者として意識する
溶接欠陥の多くは、溶接前の母材状態に起因します。設計図面や仕様書に以下を明記することで品質を守れます:
- 開先の形状と角度(適切な溶込みを確保するため)
- 溶接前の清浄化要求(錆・油・水分の除去)
- 予熱温度(厚板や高張力鋼の場合)
- 検査方法(外観検査・PT・MT・UT など)
「溶接の品質は溶接前に決まる」といっても過言ではありません。設計者が仕様書に明記しておくことで、現場の品質管理レベルが格段に上がります。
【解決策3】溶接変形対策を設計に織り込む
変形対策の代表的な手法を覚えておきましょう:
- 逆ひずみ法:変形方向と逆方向にあらかじめ変形させておく
- 拘束法:治具で固定して変形を抑える(ただし残留応力が増す点に注意)
- 溶接順序の指定:対称に溶接することで変形を相殺させる
- 溶接量を最小化する設計:不要な溶接を減らすことが最善の変形対策
大きすぎる溶接は変形を増やし、コストを増やすだけです。構造強度を計算した上で、必要最小限の脚長を指示しましょう。
今日からできる具体アクション5つ

アクション① JIS溶接記号の教科書を1冊手元に置く
「溶接・接合技術Q&A集」(溶接学会編)や「JIS Z 3021:溶接記号」規格書を入手し、図面を描くたびに参照する習慣をつけましょう。1週間もすれば基本記号は頭に入ります。
アクション② 現場の溶接作業を1日見学する
百聞は一見に如かず。溶接工の方に許可を取り、実際の作業を1日見学するだけで理解が格段に深まります。ビードの成形、溶着の様子、欠陥の発生しやすいポイントが肌でわかります。私が最初に現場を見学したとき、教科書だけでは絶対にわからない「現場の感覚」を学べました。
アクション③ 既存製品の溶接図面を1枚徹底的に読み解く
自社の過去図面から、溶接記号が多く書かれた図面を1枚選び、すべての溶接指示の意味を調べてみましょう。「なぜここにこの溶接を指示しているのか」を理解することが設計力の向上につながります。
アクション④ 強度計算を実際にやってみる
手近な構造物(棚・架台など)を題材に、すみ肉溶接の強度計算を手計算でやってみましょう。荷重 → 応力 → 必要脚長の計算の流れを一度経験することで、設計の考え方が定着します。
アクション⑤ 溶接欠陥の写真・事例集を見る
溶接学会や溶接機メーカー(神戸製鋼・ダイヘンなど)のウェブサイトには、溶接欠陥の事例集や技術資料が豊富に公開されています。実物の写真を見ておくと、検査時に欠陥を発見しやすくなります。
まとめ:溶接設計をマスターした設計者だけが見える景色
溶接設計は、機械設計者にとって避けて通れない重要スキルです。溶接記号・欠陥知識・変形対策の3つを押さえることで、あなたの図面は格段に現場で使いやすくなり、品質問題も減ります。
私が現場で20年積み上げてきた経験の中で感じるのは、「溶接を理解している設計者は、現場から圧倒的に信頼される」ということです。設計室と現場をつなぐ架け橋になれるかどうかは、溶接知識の有無で大きく変わります。
今日から一歩ずつ、溶接設計のスキルを積み上げていきましょう。必ず成長が実感できます。
もし「もっと具体的に設計スキルを磨きたい」「キャリアの方向性を一緒に考えたい」という方は、ぜひ下のリンクから無料キャリア相談にお申し込みください。あなたの現状と目標をじっくり聞いて、最適なステップをご提案します。